содержание .. 120 121 122 123 124 125
9. Модификации автомобилей ВАЗ-21213
9.2.
Автомобиль ВАЗ-21217
ОБЩИЕ СВЕДЕНИЯ
Автомобиль ВАЗ–21217 отличается от Нива ВАЗ–21213 в основном установкой
двигателя 2121 с рабочим объемом 1,6 л. Поэтому имеются особенности в
ремонте отдельных узлов и систем двигателя.
В сцеплении устанавливается ведомый диск 2121.
9.2.1. Блок цилиндров
ОБЩИЕ СВЕДЕНИЯ
Диаметр цилиндров, мм:
– класс А 79,00–79,01;
– класс В 79,01–79,02;
– класс С 79,02–79,03;
– класс D 79,03–79,04;
– класс Е 79,04–79,05.
При ремонте блока цилиндров растачивать и хонинговать цилиндры
необходимо под увеличенные диаметры поршней ремонтных размеров (на 0,4 и
0,8 мм) и с учетом обеспечения зазора 0,05–0,07 мм, который замеряется
так же, как и на двигателе 21213. Для установки нутромера на ноль
используется калибр 67.8125.9501.
Для установки поршней в цилиндры при сборке двигателя применяются
монтажные втулки 02.7854.9500.
9.2.2. Шатунно-поршневая группа
Основные размеры поршня, шатуна, поршневого пальца и поршневых колец двигателя 2121
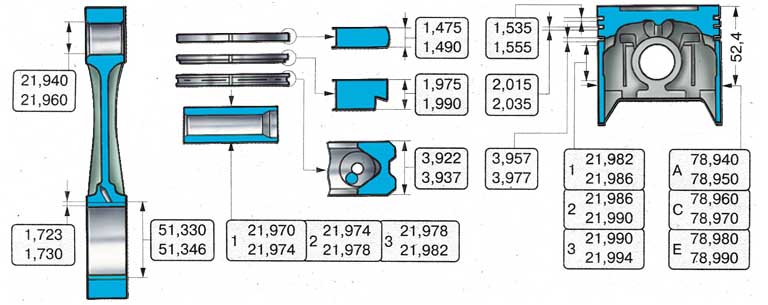 |
Схема удаления металла с поршня для подгонки его массы
 |
Стрелками указаны места, на которых можно удалять металл. |
Основные размеры шатунно-поршневой группы даны на рис. Основные размеры поршня, шатуна, поршневого пальца и поршневых колец двигателя 2121.
Поршни по наружному диаметру сортируются на пять классов (А, В, С, D, Е) через 0,01 мм, а по диаметру отверстия под поршневой палец – на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня.
Диаметр поршня измеряется в плоскости, перпендикулярной оси пальца на расстоянии 52,4 мм от днища поршня. Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,05–0,07 мм.
Для ориентирования поршня при сборке двигателя имеется метка «П» около отверстия для поршневого пальца. Эта метка должна быть обращена в сторону передней части двигателя.
По массе поршни одного двигателя не должны отличаться друг от друга более, чем на ±2,5 г.
Если нет комплекта поршней одной весовой группы, можно удалить часть металла на основании бобышек под поршневой палец. Место съема металла указано стрелками на рис. Схема удаления металла с поршня для подгонки его массы. Съем металла, однако, не должен превышать 4,5 мм по глубине относительно номинальной высоты поршня (59,40 мм), а по ширине ограничивается диаметром 70,5 мм.
Палец поршня запрессовывается в верхнюю головку шатуна и свободно вращается в бобышках поршня. На двигателе 2121 он не фиксируется в отверстии поршня стопорными кольцами.
Шатуны при изготовлении не сортируются на классы по массе верхней и нижней головок. Поэтому при сборке двигателя их не нужно подбирать по массе. Болты шатунов не запрессованы в нижнюю головку шатуна.
9.2.2.1. Разборка и сборка шатунно-поршневой группы
Разборка
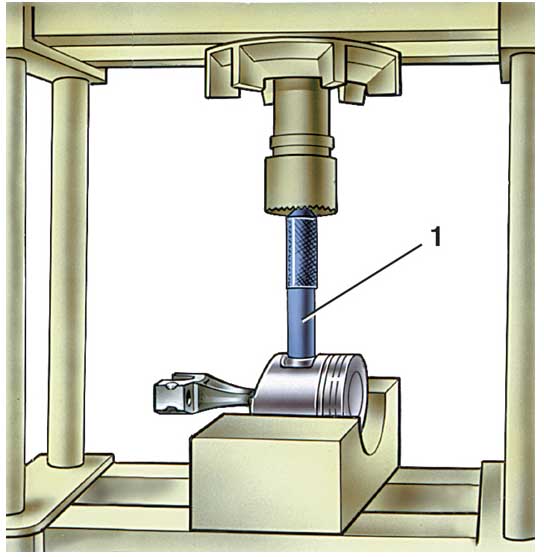 |
1. Снимите поршневые кольца. Уложите поршень в опору с цилиндрической выемкой и с помощью оправки (1) А.60308 выпрессуйте палец. |
2. Если некоторые детали шатунно-поршневой группы не повреждены, то они могут быть снова использованы, поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя.
Сборка
Палец подбирается к поршню так же, как описано в подразделе 2.8.3.
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Так как палец вставляется в верхнюю головку шатуна с натягом, необходимо нагреть шатун для расширения его головки. Поэтому поместите шатуны на 15 мин в электропечь, нагретую до 240° С. Для лучшего прогрева положите шатуны верхними головками внутрь печи.
Для правильного соединения пальца с шатуном запрессовывайте палец как можно скорее, так как шатун быстро охлаждается и после охлаждения нельзя будет изменить положение пальца.
 |
2. Палец (2) заранее приготовьте к сборке, надев его на валик (1) приспособления 02.7853.9500, установив на конце этого валика направляющую (3) и закрепив ее винтом (4). Винт затягивайте неплотно, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном. |
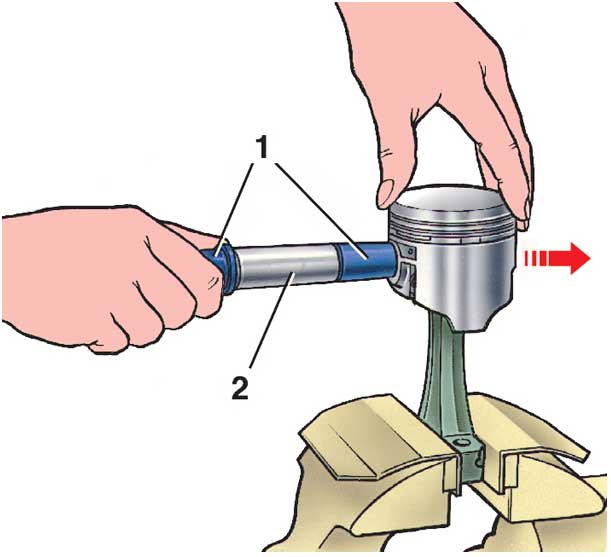 |
3. Извлеченный из печи шатун быстро зажмите в тисках. Наденьте поршень на шатун, следя, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Закрепленный на приспособлении (1) 02.7853.9500 поршневой палец (2) протолкните в отверстие поршня и в верхнюю головку шатуна до упора заплечика приспособления в поршень. |
4. Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рисунке). Тогда палец займет правильное положение.
5. После охлаждения шатуна смажьте палец моторным маслом через отверстия в бобышках поршня.
6. Кольца устанавливаются на поршень так же, как описано в подразделе 2.8.3.
9.2.2.2. Проверка запрессовки пальца
Собранный комплект поршень–палец–шатун, установленный на приспособление А.95615 для испытания на выпрессовывание пальца
 |
|
1 – штифт индикатора в соприкосновении с концом стержня; 2 – головка стержня в соприкосновении с пальцем; 3 – резьбовой стержень с пазом; 4 – основание; 5 – гайка стержня; |
6 – упорный палец стержня; 7 – рукоятка зажима кронштейна; 8 – кронштейн индикатора; 9 – индикатор |
После сборки группы шатун–палец–поршень проверьте прочность запрессовки пальца с помощью динамометрического ключа и приспособления А.95615.
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Зажмите основание 4 приспособления в тиски и установите на нем шатунно- поршневую группу.
2. Опустите кронштейн 8 индикатора, вставьте в отверстие пальца резьбовой стержень 3 и продвиньте его в отверстие бобышки до упора головки 2 стержня в торец пальца.
3. На конец стержня наверните гайку 5 и затяните ее так, чтобы она, соприкасаясь с опорой, выбрала возможные зазоры.
4. Приподнимите кронштейн 8 до горизонтального положения, закрепите его рукояткой 7 и установите штифт 1 индикатора 9 на головке 2 стержня, вставленного в палец.
5. Установите на ноль индикатор и вставьте в паз резьбового стержня упор 6, чтобы стержень не проворачивался.
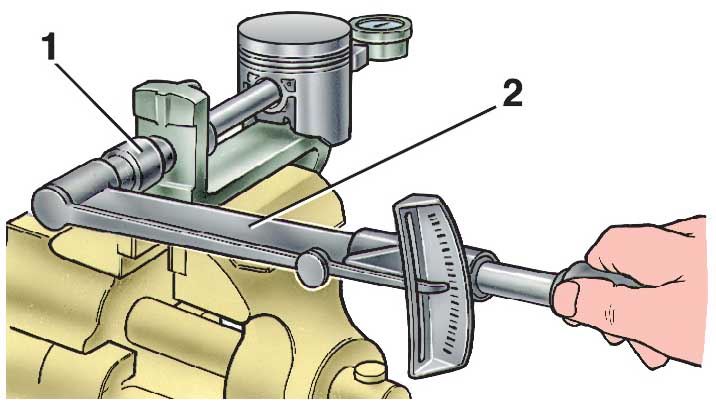 |
6. Динамометрическим ключом (2) заверните гайку (1) резьбового стержня, прикладывая к ней момент 12,7 Н·м (1,3 кгс·м), что соответствует осевой нагрузке 3,92 кН (400 кгс). |
7. Посадка пальца в шатуне будет правильной, если после прекращения действия динамометрического ключа и возвращения гайки в исходное положение стрелка индикатора возвратится на ноль.
8. В случае проскальзывания пальца в верхней головке шатуна замените шатун новым.
9.2.3. Коленчатый вал
У коленчатых валов двигателей 2121 диаметр коренных шеек (мм)
составляет:
– нормальный размер 50,775–50,795;
– ремонтный (–0,25) 50,525–50,545;
– ремонтный (–0,50) 50,299–50,319;
– ремонтный (–0,75) 50,049–50,069;
– ремонтный (–1,00) 49,799–49,819.
Диаметр шатунных шеек (мм):
– нормальный размер 47,83–47,85;
– ремонтный (–0,25) 47,58–47,60;
– ремонтный (–0,50) 47,33–47,35;
– ремонтный (–0,75) 47,08–47,10;
– ремонтный (–1,00) 46,83–46,85.
Номинальный расчетный зазор в шатунных подшипниках составляет
0,036–0,086 мм, а в коренных – 0,050–0,095 мм. Предельные зазоры (износ)
равны 0,1 мм для шатунных и 0, 15 мм для коренных шеек.
9.2.4. Головка цилиндров и клапанный механизм
На двигателе 2121 применяется прокладка головки цилиндров и болты
крепления головки цилиндров многоразового использования. Поэтому болты
крепления головки цилиндров необходимо затягивать в последовательности,
указанной на рис. Порядок затягивания болтов головки цилиндров, но в два
приема:
– 1-й прием – предварительно затяните болты 1–10 моментом 33,3–41,16 Н·м
(3,4–4,2 кгс·м);
– 2-й прием – окончательно моментом 95,94–118,38 Н·м (9,79–12,08 кгс·м)
болты 1–10 и моментом 30,67–39,1 Н·м (3,13–3,99 кгс·м) болт 11.
9.2.5. Распределительный вал и его привод
Распределительный вал двигателя 2121 отличается от 21213 другим угловым
расположением кулачков, т.к. на двигателе 2121 иные фазы
газораспределения.
В приводе распределительного вала имеются особенности в ремонте
натяжителя цепи. У него плунжер 6 (см. рис. Разрез натяжителя цепи)
удерживается от выпадания из корпуса 2 не с помощью кернения корпуса, а
стопорным кольцом. Для разборки натяжителя следует вынуть это стопорное
кольцо из канавки в корпусе.
9.2.6. Системы двигателя
ОБЩИЕ СВЕДЕНИЯ
Система смазки
Система смазки двигателя 2121 отличается установкой масляного насоса уменьшенной производительности. Длина ведущей и ведомой шестерни уменьшена на 6 мм.
Система питания
В системе питания устанавливается карбюратор типа 21053–1107010 с другими тарировочными данными.
Тарировочные данные карбюратора 21073–1107010
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
* Маркировка жиклеров определяется расходом, который замеряется с помощью микроизмерителей. Настройка микроизмерителей осуществляется по эталонным жиклерам.
** Условный расход топливного жиклера определяется по эталонному жиклеру по специальной методике. Контролю в процессе эксплуатации не подлежит.
*** Пусковые зазоры показаны на рис. Пусковое устройство карбюратора. Система зажигания
Характеристика центробежного регулятора датчика-распределителя зажигания 38.3706
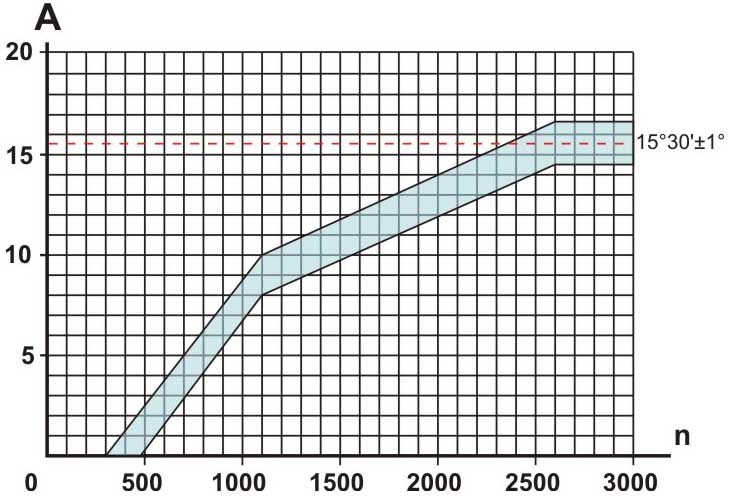 |
| А – угол опережения зажигания, °; | n – частота вращения валика датчика- распределителя зажигания, мин–1 |
Характеристика вакуумного регулятора датчика-распределителя зажигания 38.3706
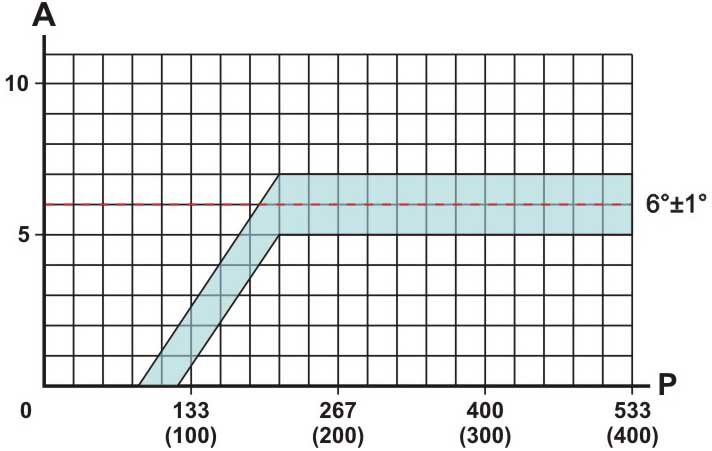 |
| А – угол опережения зажигания, °; | Р – разрежение, гПа (мм рт. ст.) |
В системе зажигания применяется датчик-распределитель зажигания 38.3706 с другими характеристиками центробежного и вакуумного регуляторов опережения зажигания.
Начальный угол опережения зажигания см. в подразделе 1.11.
содержание .. 120 121 122 123 124 125