содержание .. 1 2 3 4 5 6 7 8 9 10 ..
Ремонт клапанных седел двигателей ЯМЗ-238ПМ и ЯМЗ-238ФМ
Риски на рабочей поверхности седла впускного
и выпускного клапанов, выработка и вмятины от нагара устраняют
зенкерова-нием или шлифовкой фаски седла, обеспечив при этом минимально
необходимый съем металла до получения чистой поверхности фаски седла.
Предельное утопание тарелки нового клапана от плоскости головки при
восстановленных фасках седла головки допускается: 2,5 мм для впускного
клапана,
3,0 мм для выпускного.
Режущий инструмент для восстановления фаски должен иметь фиксацию по
внутреннему диаметру направляющей втулки клапана для обеспечения
соосности фаски и внутреннего диаметра направляющей втулки клапана в
пределах 0,025 мм (биение 0,05 мм).
Обработку фаски седла впускного клапана производить в следующем порядке:
фрезеровать рабочую фаску зенкером под углом 120° (рис. 12, а) до
получения чистой ровной поверхности;
фрезеровать нижнюю кромку рабочей фаски зенкером под углом 150 ° (рис.
12, б), выдерживая ширину
фаски в пределах 59,4+0,7 мм;
фрезеровать верхнюю кромку фаски зенкером под углом 60 ° (рис. 12, в) до
получения ширины фаски, равной 2,0—2,5 мм.
Обработку фаски седла выпускного клапана производить в следующем
порядке:
фрезеровать рабочую фаску зенкером с углом 90 ° (рис. 13, а) до
получения необходимой чистоты;
фрезерованием нижней кромки фаски
зенкером с углом 150 ° (рис. 13, б) обеспечить
размер рабочей фаски в пределах 1,5—2,0 мм.
Риски и незначительную выработку на седлах клапанов устраняют
шлифованием седел с последующей притиркой клапанов.
Если невозможно получить ширину рабочей фаски на седле выпускного
клапана, равную 1,55— 2 мм, а также при наличии прогара, трещин, раковин
и других дефектов седла выпускного клапана, неустранимых обработкой,
седло нужно заменить.
При запрессовке нового седла головку цилиндров нагревают в кипящей воде
до 90 °С. Запрессовывают седло легкими ударами молотка через медную или
латунную приставку, обеспечив натяг не менее 0,02 мм. Прилегание седла к
головке цилиндров проверяют щупом. Щуп толщиной 0,05 мм проходить не
должен.
Если необходимо заменить направляющие втулки клапанов, то рабочие фаски
на седлах клапанов шлифуют после замены втулок. После шлифовки, а также
при замене седел рекомендуется устанавливать шлифованные или новые
клапаны. Направляющие втулки клапана при износе внутреннего диаметра
более чем 12,06 мм заменяют новыми.
После запрессовки новой втулки внутренний диаметр развертывают на размер
12 мм. Выступание втулки из тела головки должно быть 31 ± ±0,5 мм.
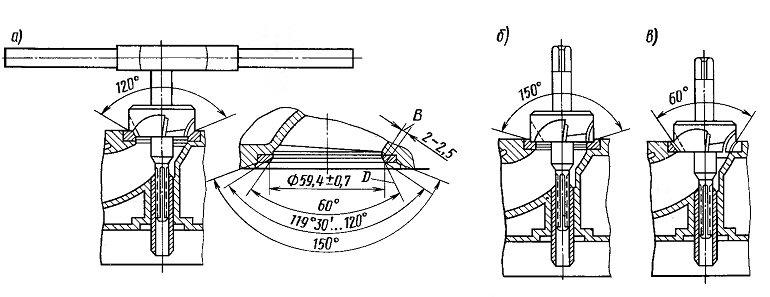
Рис. 12. Обработка седла впускного клапана
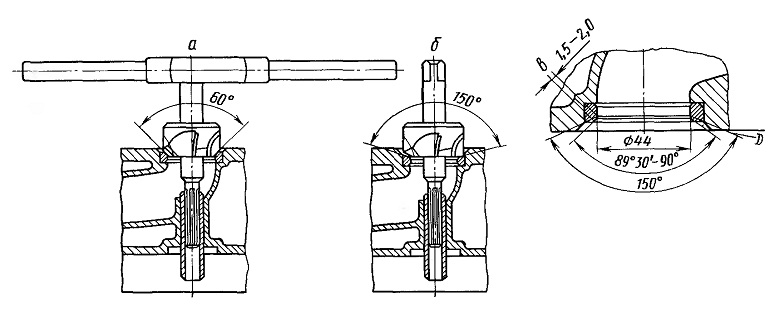
Рис. 13. Обработка седла выпускного клапана
Замена впускного клапана двигателей ЯМЗ-238ПМ и ЯМЗ-238ФМ
На рабочей поверхности тарелки не допускаются
риски, раковины и углубления от износа. Если указанные дефекты имеют
место, то следует перешлифовать рабочую фаску клапана, выдержав толщину
цилиндрической поверхности тарелки не менее 0,75 мм, угол 121— 122°,
шероховатость поверхности не ниже 1,25 мкм; биение рабочей фаски
относительно стержня не более 0,03 мм. Износ стержня допускается до
диаметра 11,92 мм.
Замена выпускного клапана двигателей ЯМЗ-238ПМ и ЯМЗ-238ФМ
На рабочей поверхности тарелки не допускаются
риски, раковины и углубления от износа. При перешлифовке рабочей фаски
клапана нужно выдержать толщину пояска цилиндрической поверхности
тарелки не менее 1,0 мм, угол 91—92 °, шероховатость поверхности 0,63
мкм, биение рабочей поверхности фаски относительно стержня не более 0,03
мм. Отклонение при проверке стержня клапана на прямолинейность
допускается не более 0,01 мм. Износ стержня допускается до диаметра
11,68 мм.
Замена штанг, коромысел и их осей двигателей ЯМЗ-238ПМ и ЯМЗ-238ФМ
Коромысло заменяют при обнаружении трещины или облома. При износе отверстия под ось коромысла до диаметра 25,15 мм заменяют только втулку. Кроме того, втулку заменяют при ослаблении ее посадки в коромысле. Посадку проверяют легкими ударами медной выколотки. Запрессованная новая втулка должна утопать
в теле коромысла по 1 мм с обеих сторон. Масляные
отверстия во втулке и коромысле должны совпадать, а стык втулки должен
находиться в верхней части отверстия. После запрессовки втулку нужно
развернуть под размер 25 мм.
Ось коромысла бракуют при обнаружении трещины или облома. Допускается
износ оси до диаметра 25,00 мм.
Штанга толкателя не должна иметь задиров или выкрашивания
цементированного слоя на рабочих поверхностях наконечников. Погнутость
штанги
проверяют индикатором на призмах. Если биение штанги превышает 0,5 мм, ее необходимо править. После сборки следует проверить тепловые зазоры в клапанном механизме и при необходимости отрегулировать их.
содержание .. 1 2 3 4 5 6 7 8 9 10 ..