содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..
Шатун двигателя ЯАЗ-204А лесовоза МАЗ-501
Шатун (фиг. 15) имеет двутавровое сечение с небольшим утолщением в
средней части под масляный канал, соединяющий верхнюю и нижнюю головки
шатуна. Шатун изготовлен из стали 40Х и подвергнут закалке и отпуску.
Верхняя головка шатуна неразъемная, с каждой стороны в отверстие головки
запрессованы бронзовые втулки. Между внутренними торцами втулок оставлен
зазор шириной 5 мм для прохода масла к распиливающей форсунке. Для
улучшения условий смазки на рабочих поверхностях втулок имеются
спиральные канавки.
Распыливающая форсунка, запрессованная в верхнюю головку, имеет четыре
отверстия, через которые масло подается на внутреннюю поверхность днища
поршня и охлаждает его. В нижней части масляного канала запрессована
втулка с калиброванным отверстием, дозирующим количество масла для
охлаждения поршня. Диаметр масляного канала 6,8 мм.
Нижняя головка шатуна симметричная, разъемная; плоскость разъема
перпендикулярна оси шатуна.
Крышка нижней головки шатуна прикреплена к телу шатуна двумя
шлифованными болтами из хромоникелевой стали с гайками. В средней части
болта имеется центровочный утолщенный поясок, закрепляющий в нужном
положении крышку головки шатуна. Болты такой конструкции отличаются
большей- усталостной прочностью и лучше сохраняют затяжку. Момент
затяжки гаек шатунных болтов должен быть равен 9—10 кгм.
Окончательную обработку постелей под вкладыши шатунных подшипников
производят совместно с крышкой шатуна, поэтому при установке крышки
нельзя менять местами и перевертывать. Для облегчения правильной
установки крышек на нижних головках шатуна и крышках имеются метки.
Для подгонки шатунов по весу при сборке двигателя на верхней и нижней
головках шатуна сделаны бобышки. Изменение веса шатуна достигается
снятием лишнего металла с бобышек.
Разница в весе между шатунами, устанавливаемыми на двигателе, не должна
превышать 20 г.
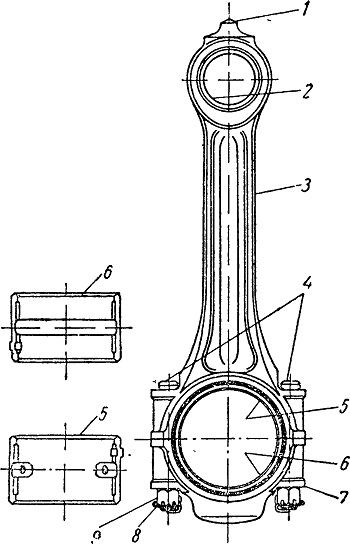
Фиг. 15. Шатун
1 — форсунка; 2 — втулка верхней головки; 3 — стержень; 4 — болты
крышки; 5 — верхний вкладыш нижней головки; 6 — нижний вкладыш нижней
головки; 7 — крышка, 8 — шплинт; 9 — гайка болта крышки.
содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..