содержание .. 100 101 102 103 104 105 106 107 108 109 ..
Сборка двойного фрикциона гидромеханической передачи автобусов ЛАЗ
Перед сборкой двойного фрикциона следует
проверить плоскостность дисков на плите щупом. Сборку начинают со сборки
сцепления фрикциона первой передачи. В корпус фрикциона устанавливают
малое уплотнительное кольцо и поршень в сборе со вторым уплотнительным
кольцом, затем размещают ведомые и ведущие диски в таком порядке:
ведомый, ведущий с пружинами и т. д.; всего шесть ведомых, три ведущих с
пружинами и два ведущих без пружин дисков на каждое
сцепление. После этого ставят опорный диск, кольцо и винты крепления
кольца.
На корпус фрикциона устанавливают кольца управления периферийными
золотниками. Затем собирают сцепление второй пере-дачи, порядок которой
аналогичен сборке сцепления первой передачи. После сборки следует
проверить, что диски перемещаются в корпусе свободно, без заеданий. В
последнюю очередь на корпус фрикциона устанавливают периферийные
золотники. При этом при помощи специального шаблона или набора плиток
выдерживают размер 22,5±0,05 мм от бурта на корпусе фрикциона до корпуса
клапанов. Между корпусами периферийных золотников и корпусом фрикциона
устанавливают дросселирующие шайбы.
Важнейшим параметром, который должен быть выдержан при сборке двойного
фрикциона, является суммарный зазор в пакете дисков или, иными словами,
необходимый ход поршня. Суммарный зазор в пакете представляет собой
сумму зазоров в каждой паре трущихся поверхностей. От величины этого
зазора зависят внутренние потери в разомкнутом фрикционе. В каждом из
двух сцеплений суммарный зазор в пакете должен быть выдержан в пределах
3,8—4,3 мм, что обеспечивает зазор в каждой паре трущихся поверхностей в
пределах 0,32—0,36 мм. Зазор в пакете определяют по ходу поршня:
замеряют расстояние от поршня до наружной поверхности опорного диска,
затем в бустер подают масло под давлением и выполняют вторичный замер.
Разность этих размеров и будет являться величиной хода поршня.
Во время эксплуатации гидромеханической передачи происходит износ дисков
фрикциона, поэтому суммарный зазор в пакете увеличивается. Однако при
ответственных ремонтах, например в случае замены ведомых дисков,
целесообразно устанавливать рекомендуемый зазор. В ремонтных условиях
необходимую величину зазора можно получить путем подбора дисков.
Двойной фрикцион после сборки проверяют на утечки. Проверка
осуществляется на стенде при помощи приспособления, обеспечивающего
подвод масла через ступицу корпуса фрикциона (рис. 68). Необходимое
давление для проверки 6,2—6,8 кГ/см2 создается посторонним масляным
насосом. Передвигая руками кольцо периферийных золотников, масло
подается соответственно в бустеры фрикционов первой, а затем второй
передачи. Суммарные утечки из каждого бустера при нормальных зазорах в
кольцах не должны превышать 200—250 см3/мин. Для фрикционов, бывших в
эксплуатации и имеющих износы, суммарная утечка допускается до 400— 500
см3/мин. При большой утечке в клапанах периферийных золотников жидкость
может попасть в несоответствующие каналы, вызывая самопроизвольное
включение или выключение фрикциона (передачи).
Величина суммарной утечки масла определяет качество изготовления и
сборки уплотнительных колец, периферийных золотников, их клапанов.
Поскольку в процессе сборки необходимо целый ряд узлов проверять на
герметичность, целесообразно иметь специальный стенд, схема которого
приведена на рис. 69.
В бачок емкостью 40—50 л заливают масло марки А или ВНИИ НП-1. При
помощи насосной установки, производительность кото-рой равна примерно 50
л/мин, масло через фильтр подается к проверяемому узлу. Регулировка
давления осуществляется вентилем.
Масло в бачке можно подогревать при помощи электрокипятильника. Проверку
на герметичность можно выполнять на смеси масла веретенного 2 и
дизельного топлива (соотношение 1:1). Указанная смесь при температуре
+35°С имитирует по вязкости масло марки А или ВНИИ НП-1, подогретое до
90° С.
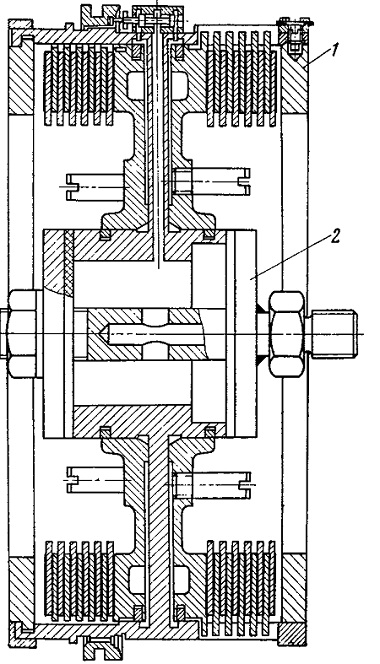
Рис. 68. Схема подвода масла в двойной фрикцион:
I — двойной фрикцион; 2 — приспособ-ленне для подвода масла

Рис. 69. Стенд для проверки узлов
гидромеханической передачи на герметичность: а — общий вид; б —
принципиальная схема;
1—ванна; 2 — бак; 3 — корпус; 4 — электродвигатель; 5 — насос; б —
плита; 7 - маслоприемник; 8— кран; 9 — манометр
содержание .. 100 101 102 103 104 105 106 107 108 109 ..