содержание .. 90 91 92 93 94 95 96 97 98 99 ..
Ремонт и сборка задней подвески автомобилей КрАЗ-256, КрАЗ-256Б, КрАЗ-257, КрАЗ-258
Листы рессор, имеющие трещины или выработку от сопрягаемого листа более 1 мм, следует браковать. Основные размеры задней рессоры приведены в табл. 27.
При наличии трещин и незначительного износа листы
задних рессор могут быть переделаны на более короткие и использованы для
сборки рессор. Листы рессор проверяют на радиус кривизны и при
необходимости рихтуют. Изношенные нижние коренные листы меняют местами
со вторыми коренными листами.
Стремянки, имеющие трещины или срыв резьбы, заменяют, а трещины накладок
рессор заваривают и зачищают. Подкладки рессор, износившиеся на 2/3
своей толщины, заменяют новым».
При сборке рессоры необходимо соблюдать следующие требования.
Листы рессоры должны плотно прилегать друг к другу, зазоры между листами
собранной рессоры допускаются на длине не более 1/4 общей длины
соприкосновения двух смежных листов, при этом величина зазора не должна
превышать 2 мм. Прилегание рабочих концов листов обязательно. Каждую
рессору после сборки подвергают осадке на подвижных опорах до прогиба
150 мм от свободного состояния (под нагрузкой 20 900 кГ). Рессора,
подвергнутая осадке, не должна давать остаточных деформаций от нагрузки
7000 кГ.
Трущиеся поверхности листов перед сборкой смазать графитной смазкой УСсА
или заменителем, состоящим из 30% солидола, 40% нигрола и 30% графита.
После затяжки гаек резьбовые концы болтов хомутов и центровых болтов
раскернить или расклепать. Хомуты рессор
не должны препятствовать свободному перемещению листов во время работы рессоры. Смещение листов рессоры по ширине по отношению к первому листу допускается не более 2,5 мм.
Таблица 27
Основные размеры задней рессоры

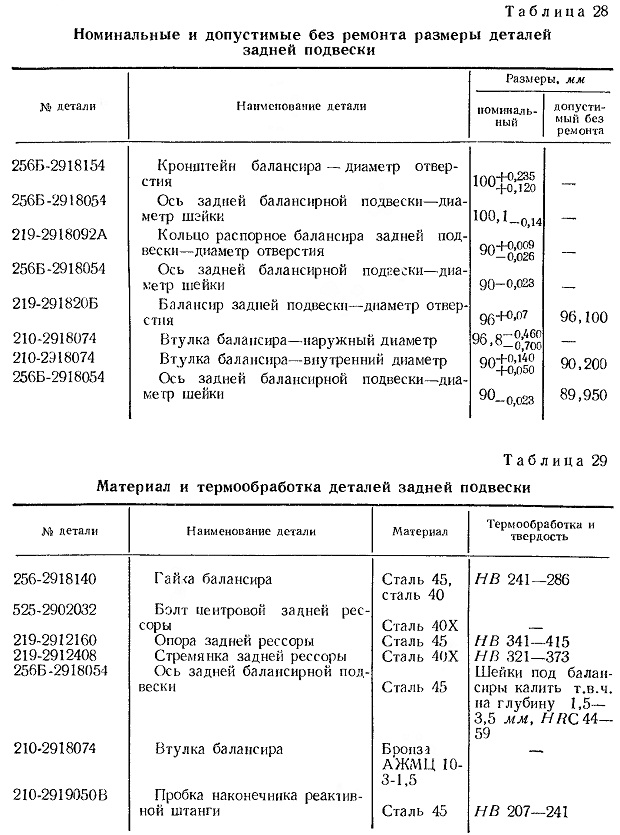
Втулка балансиров, сальники балансиров, шаровые
пальцы и сухари реактивных штанг, наконечники реактивных штанг, упругие
пружины или резиновые шайбы шаровых пальцев, изношенные в процессе
эксплуатации, подлежат замене новыми. Допустимый износ втулок балансира
приведен в табл. 28. Материал и термообработка деталей задней подвески
приведены в табл. 29.
Трещины сварки в местах приварки оси баланенрной подвески к кронштейнам
подвески не являются браковочным признаком и могут быть устранены
дополнительной сваркой в местах трещин.
При сборке балансира задней подвески с осью необходимо соблюдать
следующую последовательность. Установить на ось упорное кольцо
балансира, а в выточку упорного кольца — уплотнительное кольцо.
Запрессовать в балансир втулку, используя пресс и специальную оправку.
Ось и втулки балансира смазать автотракторным трансмиссионным маслом и
установить балансир на ось.
Установить гайку балансира и затянуть ее так, чтобы балансир
проворачивался на оси от небольшого усилия руки без ощутимого
продольного люфта. Установить замковую шайбу так, чтобы ее отверстие
совпало со штифтом гайки. Установить замковую шайбу контргайки выступом
в отверстие замковой шайбы гайки. Затянуть до отказа контргайку и
застопорить ее отгибанием края шайбы на грань гайки.
При сборке реактивных штанг необходимо выполнить следующие требования.
Гнездо наконечника реактивной штанги перед установкой в него пальца
наполнить солидолом. Между наружным сухарем и пробкой устанавливают
упругую пружину или резиновую шайбу. Пробку ввернуть в гнездо до упора и
отвернуть на пол-оборота, затем установить шплинт. В собранной штанге
шаровой палец должен вращаться от руки.
Ступицы заднего и среднего мостов могут иметь следующие неисправности.
Срыв резьбы в отверстиях под шпильки фланца полуоси, обрыв шпилек
полуоси, обрыв шпилек колес, износ посадочных мест под подшипник и
обойму сальника. Сломанные шпильки полуоси и шпильки колес заменяют
новыми.
Износ резьбы в отверстиях под шпильки полуоси восстанавливают нарезанием
резьбы увеличенного ремонтного размера и установкой ремонтных шпилек.
Износ посадочных мест под подшипники и посадочного пояска под кольцо
ремонтируют постановкой втулок с последующей обработкой под номинальный
размер.
Номинальные и допустимые без ремонта размеры в сопряжениях ступиц задних
колес приведены в табл. 30.
При сборке ступиц необходимо соблюдать следующее.
Таблица 30
Номинальные и допустимые без ремонта размеры в сопряжениях ступиц заднего и среднего мостов

Упорное кольцо установить так, чтобы отверстие в
кольце было совмещено со штифтом, запрессованным в торец суппорта.
Сальник запрессовать в гнездо ступицы большим диаметром обоймы в сторону
роликового подшипника.
Перед установкой внутреннюю полость ступицы наполнить солидолом на
половину емкости, смазать ролики подшипников солидолом и установить
ступицу на кожух полуоси. Ступицу со шпильками колес, имеющими левую
резьбу, устанавливают на левую сторону моста, ступицу со шпильками с
правой резьбой — на правую сторону.
После установки ступицы закрепить ее гайкой и отрегулировать затяжку
подшипников.
Собирают заднюю подвеску и устанавливают ее на автомобиль в порядке,
обратном разборке и снятию.
Моменты затяжки соединений следующие: гаек шаровых
пальцев при установке реактивных штанг 60 кГм; гаек болтов крепления
кронштейнов реактивных штанг к четвертой поперечине рамы 8—10 кГм;
болтов крепления кронштейнов балансирной подвески к раме 12—14 к Гм;
гаек стремянок рессор (затягивают на разгруженном автомобиле) 60 кГм;
Гайки стяжных шпилек балансиров затягивают после установки рессор.
содержание .. 90 91 92 93 94 95 96 97 98 99 ..