содержание .. 170 171 172 173 174 175 176 177 178 179 ..
Ремонт кабины
КАЗ-606А, КАЗ-608. Правка и сварка поврежденных листов кабины
Правку вмятины на листе производят в два приема:
сначала листу придают правильную форму выколоткой вмятины, а .затем
поврежденную поверхность делают гладкой за счет рихтовки.
Выколотку выполняют в такой последовательности: к выпуклости 1 (рис. 133)
листа рукой плотно прижимают поддежку 2 и выбивают вмятину ударами
выколоточного молотка 3 до уровня неповрежденной части листа. После этого
деревянной или резиновой киянкой подравнивают оставшиеся мелкие выпуклости.
При выколотке глубокие вмятины без острых загибов и складок выравнивают с
середины, постепенно перенося удары к краю. Вмятины с острыми загибами
начинают выбивать с острого загиба. Пологие вмятины начинают править
с края, постепенно переходя к середине. Вмятины в
труднодоступных местах выбивают специальными ложками.
После выколотки поврежденная поверхность должна быть подвергнута ручной
ристовке рихтовальным молотком и поддержками, подобранными по профилю
ремонтируемых листов.
При рихтовке под выправляемую поверхность подставляют поддержку и, прижав ее
рукой к листу, наносят по лицевой стороне листа удары рихтовальным молотком.
При этом удары должны наноситься только по месту, где находится поддержка.
Рихтовку прекращают, когда рука перестает ощущать шероховатость
восстанавливаемой поверхности.
Для обнаружения неровностей рихтованную поверхность зачищают напильником и
вновь рихтуют неровности. Затем опиленную поверхность зачитают мелкой
шкуркой.
Рихтуя поверхность листа, необходимо наносить удары всей плоскостью головки
молотка, не допуская ударов острым краем, оставляющих насечки на металле.
Для лучшего обнаружения высоких и низких мест ремонтируемой поверхности ее
рекомендуется покрывать тонким слоем масла.
Для ремонта стальных листов кабины можно применять кислородно-ацетиленовую
или электродуговую сварку При кислородно-ацетиленовой сварке тонкие листы
подвергаются большему короблению, чем при электросварке.
Электросварку следует производить на обратной полярности, присоединяя
электрод к отрицательному полюсу. При такой сварке получается более
устойчивая дуга и уменьшается возможность прожигания металла.
Для сварки лучше всего применять электроды со стабилизирующими покрытиями,
например, электрод Э34. Он изготавливается из проволок марок I и II (ГОСТ
2246 — 60). Обмазка электрода состоит из 70 — 75% мела и 25 — 30%
растворимого стекла (по весу) и имеет толщину 0,15 — 0,25 мм. Диаметр
электрода — 1,5 мм, сила тока 25 — 30 а.
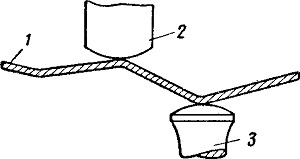
Рис. 133. Схема устранения вмятин
содержание .. 170 171 172 173 174 175 176 177 178 179 ..