содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..
14. Основные конструктивные изменения в
дизель-генераторе 2Д100 тепловоза ТЭ3
В период эксплуатации тепловозов ТЭЗ дизели 2Д100 выработали
установленный моторесурс, а их выпуск прекратился. С 1980 г. на
тепловозы стали устанавливать дизели 2Д100М, изготовляемые по новым
техническим условиям, которые предусматривают высокую степень унификации
деталей с дизелем 10Д100. Изменения, внесенные в основные сборочные
единицы и детали дизеля 2Д100, наглядно представлены на рисунках 38—50,
где слева изображены детали дизеля 2Д100, а справа — одноименные детали
измененной конструкции.
Втулка цилиндра дизеля 2Д100 тепловоза ТЭ3
Цилиндрическая поверхность адаптерного
отверстия в рубашке втулки цилиндров омывается охлаждающей водой и
подвержена коррозии. Коррозионные «язвы» на поверхности адаптерного
отверстия — это концентраторы усталостных напряжений от переменных
усилий, действующих в цилиндре двигателя. Для повышения надежности и
долговечности втулок были внесены изменения в их изготовление как
конструктивного, так и технологического характера. Прежде всего
необходимо было улучшить защиту от коррозионного воздействия охлаждающей
воды поверхностей стенок отверстий под адаптеры в рубашке втулки
цилиндров. Высокотемпературные условия работы резинового уплотнения
приводили к течам воды, что усложняло эксплуатацию систем охлаждения и
значительно повышало затраты на ремонт.
При сборке адаптера форсуночного отверстия (рис. 38, а) поверхность
сопряжения с деталью 2 смазывают лейнерной смазкой ВЛ (ГОСТ 5078— 80).
При установке фланца 9 две диаметральные канавки Б должны находиться в
плоскости, перпендикулярной оси втулки; допускается несовпадение до
2,0—2,5 мм. Нажимной фланец крепит форсунку в адаптерном отверстии, а
выступы а на фланце обеспечивают центральное нажатие на корпус форсунки.
Резиновое уплотнение
1 затягивают так, чтобы зазор 1,5—0,2 мм обязательно контролировался.
Адаптер индикаторного крана собирают с учетом требований, предъявляемых
к сборке адаптера форсуночного отверстия.
Внедрена упрочняющая накатка поверхности отверстия диаметром 46 мм. Для
этого применено более стойкое антикоррозионное герметизирующее покрытие
АГП-616 поверхности отверстий (В, рис. 38, а, б) в рубашке под адаптеры
вместо бакелитирования. Установлены новые адаптерные уплотнения из
теплостойкой резины, изолирующие поверхности с радиусом R3 и диаметром
46 мм (рис. 38, в) и защищающие их от коррозии, а также уменьшен
тепловой поток от втулки к резиновому уплотнительному кольцу.
Для упрочнения и повышения усталостной прочности рубашки втулки изменен
материал трубы для рубашки; трубы прокатывают из кованой заготовки.
Усилена втулка цилиндров за счет применения обводных ребер вокруг бонок
под отверстия для ввинчивания адаптеров, что создает подпор со стороны
рубашки и не ухудшает охлаждение адаптеров и зоны бонки (рис.
39, а). Для уменьшения задирообразования на зеркале втулки цилиндров
введен зазор между втулкой и рубашкой вместо натяга (рис. 39, б).
Высокое давление! наддувочного воздаха вызывает просачивание масла,
приносимого в ресивер наддувочным воздухом по монтажному зазору между
рубашкой втулки и блоком. Для защиты
наружной поверхности втулки от загрязнения маслом,
просачивающимся из ресивера, предусмотрено уплотнение путем установки
одного резинового кольца на втулку. Однако такое уплотнение не защищает
втулку от загряз-
нения, поэтому устанавливают два резиновых кольца (рис. 40, а).
Повышена надежность резинового уплотнения между втулкой и рубашкой в ее
нижней части за счет канавки на втулке под наносимый на ее поверхность
слой клея ГЭН (рис.
40, б). От проникновения газов в картер и масла из картера в полость под
выпускной коллектор установлено уплотнение между втулкой, выпускной
коробкой и блоком в виде резиновых уплотнительных колец раздельно по
выпускной коробке и блоку (рис. 40, в).
Чтобы улучшить условия работы резиновых уплотнительных колец, на втулке
цилиндров применены новые формы канавок под их установку (рис. 40, г).
Заменена резина уплотнительных колец на фтористую термостойкую резину
марки ИРГЫ287.

Рис. 38. Элементы втулки цилиндров
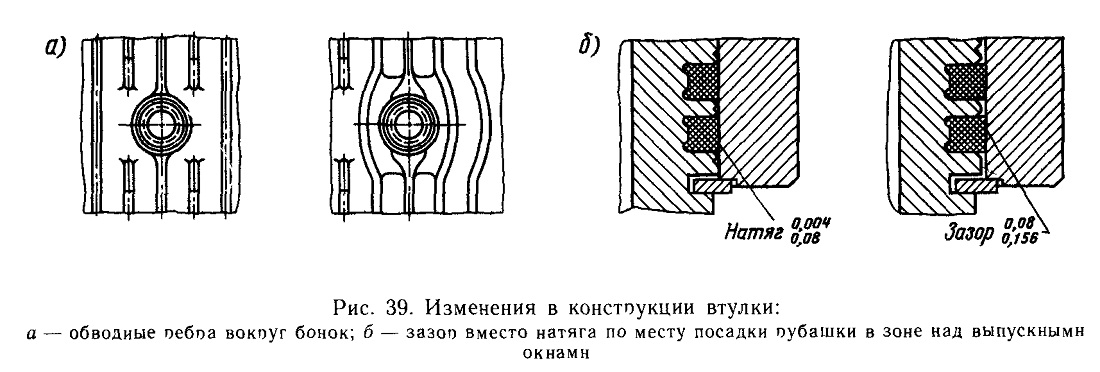
Рис. 39. Изменения в конструкции втулки

Рис. 40. Герметизация уплотнений по местам
соединения рубашки с втулкой и блоком:
а — уплотнения рубашки с блоком, б — уплотнение рубашки с втулкой, в —
уплотнение между втулкой с блоком и выпускной коробки с втулкой, г —
канавки под резиновые кольца для уплотнения
содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..