содержание .. 341 342 343 344 345 346 347 348 349 ..
ПРИЛОЖЕНИЕ 2
ТЕХНОЛОГИЧЕСКАЯ ИНСТРУКЦИЯ ПО ШЛИФОВАНИЮ
КОЛЛЕКТОРОВ ГЕНЕРАТОРОВ ГП-311, ГП-311Б И ГП-311В НЕПОСРЕДСТВЕННО НА
ТЕПЛОВОЗЕ ТЭ10М (ОТХ.915.001)
1. Введение
Настоящая инструкция содержит краткий технологический процесс шлифования
абразивными брусками Р-16 с помощью специального переносного суппорта. В
ней излагается последовательность работ по подготовке генераторов и
суппорта к шлифованию, дается краткое описание суппорта,
последовательность работы и изложены основные требования по охране труда
и технике безопасности.
Инструкция распространяется для шлифования коллекторов якорей
генераторов ГП-311, ГП-311Б, ГП-311В.
Шлифование коллекторов непосредственно на тепловозе производится при
наличии на коллекторах дефектов (выработка коллектора, эллипс или
местный бой, наличие нагаров на коллекторных пластинах, появление на
поверхности коллекторов налетов химического происхождения и др.), не
превышающих 0,15 мм. Дефекты измеряют индикатором и другими
универсальными инструментами. При дефектах, превышающих величину
0,15 мм, коллекторы протачивают.
2. Подготовка генератора к шлифованию коллектора
До начала шлифования выполните следующие работы.
2.1. Снимите левый (со стороны привода) средний бракет.
2.2. Отсоедините гибкие шины траверсы (соединительные выводы).
2.3. Отпустите фиксирующие болты траверсы.
2.4. Поднимите электрощетки на нижних бракетах, проворачивая траверсу.
При этом оставьте с опущенными щетками четыре боковых бракета,
необходимых для запуска дизеля.
2.5. Протрите от пыли и грязи торец петушков безворсовой салфеткой.
2.6. Установите траверсу в первоначальное положение (по метке),
зафиксируйте ее стопорными болтами и присоедините гибкие шины.
2.7. Установите переносной суппорт.
3. Установка и работа переносного суппорта
Суппорт (см. рис. 1) установите на ребро щита генератора плитой 1 и
прикрепите к нему двумя болтами 10. На поперечной каретке 8 установите
два абразивных бруска Р-16 или Р-17Б, которые прикрепите винтом 7 и
прихватом 6. Продольная подача осуществляется по направляющей 2 суппорта
с помощью маховичка с рукояткой 3 через шестерню 4 и рейку 5. Поперечная
подача каретки 8 осуществляется винтом И (с резьбой М14 X 1).
Параллельность суппорта к коллектору регулируется четырьмя болтами 10.
Винтом 9 регулируется зазор в направляющих суппорта до плавного его
перемещения.
4. Последовательность работ по шлифованию
Пустите дизель после тщательной проверки выполненных работ и подготовки
гене ратора к шлифованию. Поднимите электрощетки на четырех верхних
бракетах после-запуска дизеля, отсоедините одну щину (соединительный
вывод), расположенную у левого среднего бракета, и приступите к
шлифованию.
Шлифуйте коллектор до получения необходимой чистоты его поверхности.
Тщательно продуйте генератор чистым сухим сжатым воздухом давлением не
более
0,2 МПа (2 кгс/см2) после окончания шлифования. Снимите фаски иа
коллекторных пластинах (при снятии фасок якорь проворачивайте вручную с
помощью червячной пары иа муфте привода генератора). Продуйте генератор
повторно и снимите наклеенные на петушки сегменты из телефонной бумаги,
а места наклейки зачистите и промойте бензином Б-70.
Восстановите после этого генератор в первоначальное положение. Для
получения на рабочей поверхности коллектора политуры нагрузите генератор
на реостате током 2200— 2300 А в течение не менее 7 ч. После протирки
электрощеток продуйте коллектор.
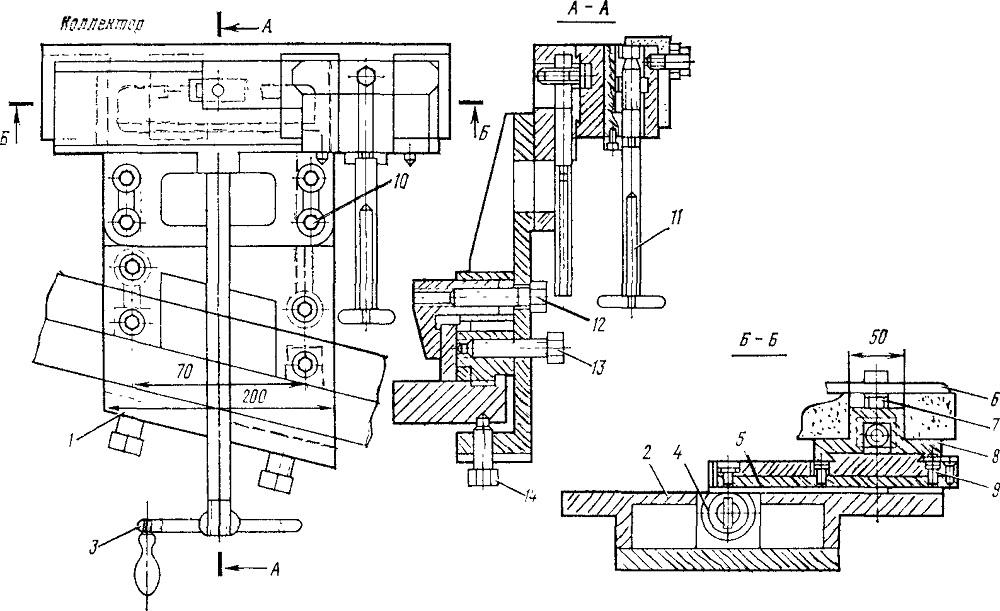
Рис. 1. Суппорт для шлифования коллекторов
абразивными брусками:
1 — установочная плита; 2 — направляющая продольной подачи; 3 —
рукоятка; 4 — шестерня; 5 — рейка; 6 — прихват; 7 — винт крепления
брусков; 8 — поперечная каретка; 9 — регулировочный винт; 10 — болты
регулирования параллельности суппорта; 11 — винт подачи поперечной
каретки; 12, 13 — винты регулирования установки суппорта; 14 — винты
крепления
5. Режимы шлифования
Рекомендуемыми режимами шлифования являются:
1) частота вращения коллектора —6,67 с-1 (400 об/мин) (1-я позиция);
2) продольная подача брусков (ручная) — 1500—2000 мм/мин;
3) скорость шлифования — 18 м/с.
6. Меры безопасности при шлифовании коллектора
6.1. Шлифование коллектора производится лицами, специально для этого
обученными и проинструктированными, с записью в журнале инструктажа.
6.2. Отключите надежно от напряжения генератор, коллектор которого
подлежит шлифованию. Проверьте наличие ограждения на всех вращающихся
частях.
6.3. Применяйте гетинаксовую прокладку при закреплении в суппорте
абразивных брусков. Чрезмерное усилие прн зажиме брусков недопустимо
из-за возможности образования трещин на брусках. Осмотрите тщательно
бруски после их закрепления, убедитесь в отсутствии иа них трещин.
Дефектным бруском производить работу запрещается.
6.4. Приведите в порядок одежду, наденьте защитные очкн и респиратор
РПП57. Запрещается работать в одежде, при пользовании которой возможны
случаи захвата ее вращающимися деталями или узлами машины.
6.5. Удалите от генератора посторонних людей перед началом шлифования.
6.6. Шлифуйте коллектор только в присутствии мастера и дежурного у
пульта управления тепловозом.
6.7. Приступайте к шлифованию коллектора только по разрешению мастера.
содержание .. 341 342 343 344 345 346 347 348 349 ..