содержание .. 150 151 152 153 154 155 156 157 158 159 160 ..
Колесная пара тепловоза ТГМ6А
Колесная пара (рис. 141) состоит из оси 1 с насажанными на нее
цельнокатаными колесами 7 и букс 10. Диаметр колес по кругу катания
равен 1050 мм, разность этих диаметров у колес одной колесной пары
должна быть не более 0,5 мм, а у всех колес на тепловозе — не более 1
мм. Посадку колес на ось производят тепловым методом, натяг между,
посадочными поверхностями составляет 0,18—0,22 мм. Осевую шестерню 4
устанавливают на ось также тепловым способом с натягом 0,16—0,20 мм.
Перед посадкой колеса и шестерни для предупреждения коррозионного
повреждения оси ее подступичные части покрывают лаком ГЭН-150 (В).
Ось колесной пары изготавливают из стали ОсЛ.
Подступичную и предподступичную части оси накатывают роликами с
нагрузкой 25 кН (2500 кгс) на ролик, а затем шлифуют. Накатка в
несколько раз увеличивает усталостную прочность шеек и уменьшает их
износ при перепрессовке подшипников. Торцы осей имеют сверления, в одно
из которых (одной колесной пары тепловоза) запрессовывают втулку с
квадратным отверстием для привода скоростемера, и резьбу для подъема оси
и колесной пары в вертикальном положении. При изготовлении оси
овальности и конусообразность буксовых шеек должна быть не более 0,014
мм, подступичных частей под колеса и осевую шестерню — не более 0,05 мм,
посадочных мест под подшипники осевого редуктора — не более
0,015 мм. При проверке оси в центрах допускается радиальное биение
буксовых шеек не более 0,02 мм, посадочных мест под подшипники — не
более 0,04 мм, подступичных частей колес и осевой шестерни — не более
0,05 мм, торцовое биение оси — не более 0,05 мм.
Цельнокатаные колеса изготавливают из стали марки 2 ГОСТ 10791—81. После
термической обработки материал колес на глубине 35 мм от черновой
поверхности круга катания имеет следующие механические свойства: предел
прочности 92—112 кгс/мм2, относительное сужение 16%, твердость 260 НВ.
Расточка ступицы колеса с обеих сторон имеет заходные конусы, которые
предупреждают задиры при распрессовке, а также снижают концентрацию
напряжений в оси при переходе от напрессованной зоны к свободной
поверхности. В середине расточки выполнена канавка, к которой подходит
наклонный канал от наружной поверхности ступицы. Через него при
распрессовке колес прессом под давлением 200—250 МПа (2000—2500 кгс/см2)
подводится масло, которое снижает необходимое усилие распрес-совки в 10
раз и предохраняет поверхности от задира. Овальность цилиндрической
поверхности ступицы допускается не более 0,05 мм, а конусность — не
более 0,1 мм.
Осевую шестерню изготавливают из стали 45ХН. Рабочую поверхность зубьев
и впадин закаливают токами высокой частоты до твердости 46—52 HRC, при
этом твердость ядра зуба, обода, диска и ступицы шестерни составляет
255—302 НВ. После термообработки и шлифовки контуры всех зубьев
проверяют магнитным дефектоскопом. Расточка шестерни, как и колеса,
имеет заходные конусы и канавку со сверлением для подвода масла при
распрессовке.
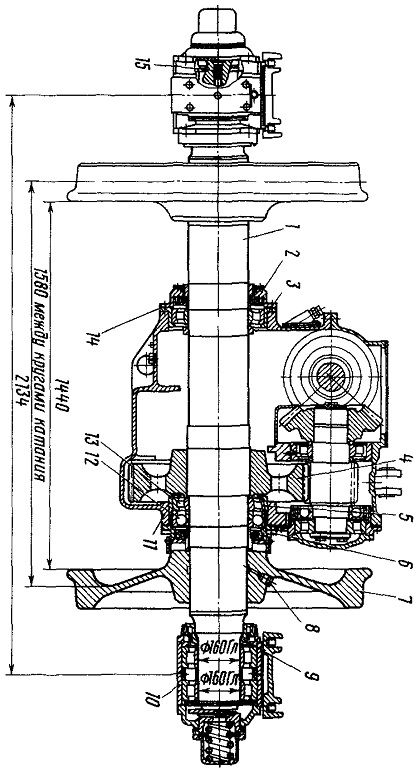
Рис. 141. Колесная пара:
1—ось; 2, 9—лабиринтные кольца; 3, 5—гнезда подшипников; 4—осевая
шестерня; 6— крышка; 7—цельнокатаное колесо; 8—пробка; 10—букса;
11—корпус осевого редуктора; 12, 13—подшипники; 14—прокладка; 15—втулка
содержание .. 150 151 152 153 154 155 156 157 158 159 160 ..