содержание .. 80 81 82 83 84 85 86 87 88 89 90 ..
ПРИВОД ВЕНТИЛЯТОРОВ ОХЛАЖДЕНИЯ ТЯГОВЫХ
ЭЛЕКТРИЧЕСКИХ МАШИН ТЕПЛОВОЗА ТЭП60
Охлаждение тягового генератора, а также тяговых электродвигателей
передней и задней тележек тепловоза осуществляется при помощи
центробежных вентиляторов. Все вентиляторные колеса имеют одинаковые
геометрические размеры и расчетные параметры. При номинальной частоте
вращения 2100 об/мин производительность каждого
из вентиляторов составляет 15 000 м3/ч, а
потребляемая мощность — 27 кВт. Вентиляторное колесо охлаждения тяговых
двигателей передней тележки получает вращение от раздаточного редуктора
посредством карданного вала автомобильного типа. Вал 7 вентилятора (рис.
76) вращается в двух шариковых подшипниках № 310, установленных в
стальной литой опоре 3. В свою очередь опора прикреплена к кронштейну
главного генератора. Сальниковые кольца 5 перед постановкой пропитывают
в течение 30 мин в разогретой смеси жирового солидола (85%) и графита
(15%). Корпус опоры подшипников заполняют (не более 2/3 свободного
объема) смазкой 1-13 (ГОСТ 1631—61). На коническом хвостовике вала
прикреплено вентиляторное колесо 1 (правое).
Для установки вентилятора охлаждения тягового генератора (рис. 77)
используется корпус и вал раздаточного редуктора. Существенное отличие
данной вентиляторной установки состоит в том, что колесо вентиляторное
(левое) 1 имеет резиновый амортизатор. Его применение обусловлено
необходимостью снижения динамических напряжений, возникающих в лопатках
колес.
Как показали испытания, внедрение резинометаллического амортизатора
позволило улучшить динамические характеристики и повысить надежность
колес. Напряжения в лопатках снизились в 2,5 раза.
Между внутренней 3 и наружной 2 стальными втулками
запрессованы и приклеены две втулки 4 из маслобензостойкой резины по ТУ
38-105376—72. Натяг при запрессовке втулок около 4 мм. Резиновые и
стальные втулки склеивают клеем компаунд К-153. Поверхности резиновых
втулок подготовляют для приклейки по специальной заводской инструкции.
Вентиляторные колеса тягового генератора и электродвигателей задней
тележки имеют левое направление вращения. Они взаимозаменяемы.
Вентиляторное колесо электродвигателей передней тележки имеет правое
вращение. Наружный диаметр всех колес 520 мм. С введением таких колес
взамен ранее устанавливаемых диаметром 480 мм улучшилось охлаждение
тяговых машин за счет увеличения расхода воздуха.
На каждом колесе укреплены по 32 лопатки, которые установлены в
соответствии с направлением вращения колес. Изготовляют лопатки из
двухмиллиметрового листового алюминиевого сплава, плакированного, марки
Д16М (ГОСТ 12592—67). Изготовляют и ставят лопатки с соблюдением ряда
требований, обеспечивающих бездефектную работу
этого узла. На первых порах эксплуатации из-за отсутствия опыта имел место частый выход из строя колес из-за трещин и поломок лопаток.
Лопатки штампуют и проверяют по шаблону с просветом
не более
0,2 мм. Затем подвергают закалке в электропечи при температуре 500 ± 5°
С в течение 20—30 мин. После охлаждения в проточной воде лопатки
подвергают старению при температуре цеха в течение четырех суток.
Приклепывают лопатки пятью заклепками к заднему (несущему) стальному
диску и тремя заклепками к переднему (покрывному) дюралевому диску.
Заклепки 14 X 12 (ГОСТ 10303—68) изготовляют из сплава В65 (ГОСТ
4784—65). Ставят заклепки при помощи гидроклепки. Перед постановкой
лопатки подбирают по весу. Лопатки с разностью в весе не более 5 г
ставят на противоположных сторонах. Заклепочный шов должен быть плотным.
Щуп толщиной 0,05 мм не должен доходить до головки заклепки на 2 мм.
Вентиляторные колеса подвергают динамической балансировке по двум
плоскостям; допустимый дисбаланс в каждой плоскости 15 г*см. Затем
колесо вентилятора испытывают на разнос при п = 2590 об/мин в течение 10
мин.
При техническом обслуживании ТОЗ проверяют крепление вентиляторов, а
также состояние их воздухопроводов. Через смотровые лючки в кожухах
вентиляторов проверяют, нет ли поломанных лопаток или лопаток с
трещинами.
На текущем ремонте ТР2 и ТРЗ и капитальном ремонте вентиляторы снимают,
разбирают, очищают от грязи и промывают в керосине. Трещины в стальных
корпусных деталях заваривают электродами Э42. Подшипники и узлы
уплотнения, вышедшие из строя, заменяют новыми. Изношенные посадочные
места валов и ступицы вентиляторных колес восстанавливают хромированием
или вибродуговой наплавкой. Поврежденные лопатки колес заменяют новыми.
На каждом тепловозе необходимо проверять статический напор охлаждающего
воздуха на входе в генератор. Для этого следует отвернуть средний нижний
болт на левом фланце входного патрубка генератора (если смотреть со
стороны дизеля). Статический напор должен быть не менее 140 мм вод. ст.
на XV позиции рукоятки контроллера. Величина статического напора в
коллекторной камере электродвигателя при этом должна быть не менее 120
мм вод. ст. Фактически на новых тепловозах эта величина равна 160—220 мм
вод. ст. Это свидетельствует об избытке воздуха, подаваемого
вентилятором и, как следствие, чрезмерной затрате мощности на привод.
Разность величин статического напора для электродвигателей одной тележки
должна быть не более 30 мм вод. ст. Регулировку производят заслонками.
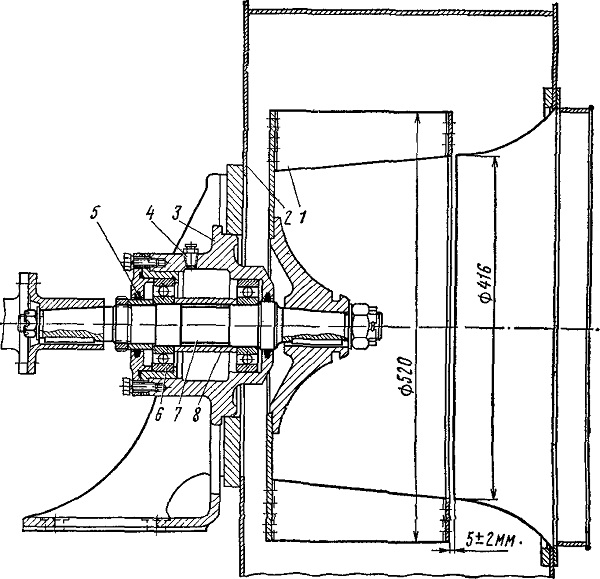
Рис. 76. Привод вентилятора тяговых двигателей
передней тележки:
1 — колесо вентилятора (правое); 2 — корпус вентилятора; 3 — опора
литая; 4 — пресс-масленка; 5 — кольцо сальниковое; 6 — шарикоподшипник
номер 310; 7 —. вал; 8 — втулка

Рис. 77. Вентилятор охлаждения генератора:
I — колесо вентилятора (левое); 2 — наружная втулка; 3 — внутренняя
втулка; 4 — резиновые втулки
содержание .. 80 81 82 83 84 85 86 87 88 89 90 ..