содержание .. 191 192 193 194 195 196 197 198 199 200 ..
РАЗДАТОЧНЫЙ РЕДУКТОР ТЕПЛОВОЗА ТЭМ7
Редуктор (рис. 156) предназначен для передачи вращающего момента от
дизеля к стартер-генератору и возбудителю с обеспечением требуемой
частоты и направления вращения этих машин. Одновременно через входной
вал раздаточного редуктора, который выполняет роль промежуточной опоры
для двух карданных валов, вращающий момент передается входному валу
гидроредуктора привода вентилятора.
Узел представляет собой повышающий цилиндрический редуктор с пятью
косозубыми зубчатыми колесами (угол наклона зубьев равен 16°, модуль
нормальный равен 5 мм), валами и подшипниковыми узлами, размещенными в
составном корпусе.
Входной вал 9 редуктора, имеющий два фланца (входной 10 и выходной 20) и
зубчатое колесо 12 с числом зубьев Z = 70, вращается в двух шариковых
подшипниках № 411. Осевые нагрузки воспринимает подшипник, размещенный
со стороны входного фланца.
Зубчатое колесо 12 крепится к фланцу входного вала 9 восемью призонными
болтами 11. Отверстия под болты окончательно обрабатывают в сборе.
Входной вал 9 изготовлен из стали с термообработкой до твердости НВ
255—302.
Фланцы 10 и 20 установлены на валу 9 с применением конических посадок с
гарантированным натягом (конусность 1:50).
Входной фланец 10 как передающий суммарный вращающий момент на привод
вспомогательных электрических машин и гидроредуктора и значительный
вращающий момент при пуске дизеля имеет более удлиненную коническую
поверхность, чем выходной фланец 20.
Зубчатое колесо 12 находится в зацеплении с шестернями 13 и 8 с числом
зубьев соответственно Z = 60 и Z = 46, вращающий момент от которых
передается соответственно
валам-шестерням 18 и 5 с числом зубьев Z = 21 и Z = 35.
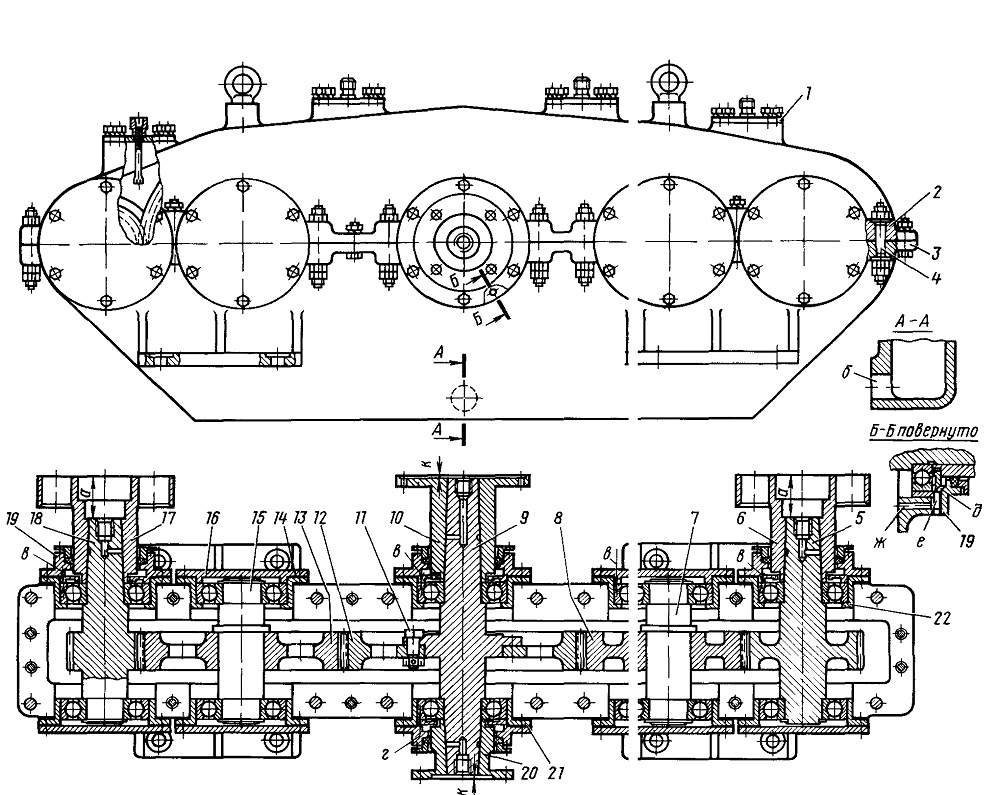
Рис 156 Раздаточный редуктор
I, 16, 19—крышки, 2—корпус верхний, 3—корпус нижний, 4— шпилька
коническая, 5, 18— вал шестерня, 6, 17, 20—фланцы выходные, 7, 15—валы
промежуточные, 8, 13—шестерни, 9—вал входной, 10—фланец входной, 11—болт
призонный, 12— коле со зубчатое, 14—прокладки ре гулировочные,
21—стакан, а, к—размеры для контроля натяга, б—отверстие для слива масла
из редуктора, в, г—зазоры, д, ж— отверстия для слива масла, е—окно для
слива масла
Шестерни 13 и 8 установлены на промежуточных валах
15 и 7 на прессовой посадке. Посадку этих шестерен производят при
разности температур с валом не более 483 К (210 °С), одновременно не
допуская перегрева зубчатого венца выше 453 К (180 °С).
Промежуточные валы 7 и 15 изготовлены из стали с термообработкой до
твердости НВ 255—302.
Промежуточные валы, так же как входной вал и валы-шестерни, вращаются в
двух шариковых подшипниках № 411. Осевые нагрузки воспринимает тот
подшипник, который не имеет свободы перемещения в осевом направлении.
Рабочие поверхности зубьев цементированы на глубину 0,8—1,2 мм и
термообработаны до твердости HRC>=56,
твердость ядра HRC>=25 (обеспечивают
технологически). Зубья проходят проверку на магнитном дефектоскопе,
трещины не допускаются.
На валах-шестернях 5 и 18 установлены с применением конических посадок с
гарантированным натягом (конусность 1:50) фланцы 6 и 17
втулочно-пальцевых муфт.
Входной вал и валы-шестерни имеют резьбовые отверстия М20 X1,5 для
подсоединения насоса высокого давления и сверления для подачи масла в
зону конических соединений при их разборке.
Корпус редуктора, отлитый из чугуна, состоит из нижнего 3 и верхнего 2
корпусов. Правильную установку корпусов друг относительно друга
обеспечивают за счет 12 конических шпилек 4 (конусность 1:50),
изготовленных из стали. Кроме конических шпилек, корпуса соединены
четырьмя цилиндрическими шпильками и шестью болтами с резьбой М12.
При окончательной сборке редуктора для уплотнения разъема корпуса на
расстоянии 3 мм от отверстий под болты и шпильки по внутреннему и
наружному периметрам
разъема укладывают шелковый шнур на лаке «Герметик». Прокладки под
стаканы и крышки подшипниковых узлов при окончательной сборке также
устанавливают на лаке «Герметик».
Взаимное прилегание конических поверхностей валов и фланцев проверяют по
краске. Прилегание должно быть не менее 80 % каждой поверхности. Пятна
контакта должны быть равномерно распределены по конической поверхности с
образованием сплошных поясов (взаимная притирка сопрягаемых деталей не
допускается). Конические посадочные поверхности перед сборкой должны
быть обезжирены обезвоженным керосином.
Осевой натяг в холодном состоянии, контролируемый по разности замеров а
до и после запрессовки, должен быть равен 4—6 мм. Натяг обеспечивается
подбором деталей. Посадку фланцев производят при разности температур с
валом 503 К (230 °С). Перегрев фланца выше 543 К (270 °С) не
допускается.
Качество зацепления зубчатых пар проверяют путем прилегания зубьев по
краске. Пятно контакта должно быть не менее 60 % длины зуба и 45 % его
высоты.
Посадку подшипников по внутренним кольцам допускается производить с
предварительным подогревом в масле до температуры 343— 353 К (70—80 °С).
Масло для смазки зубчатых зацеплений и подшипников отбирают от системы
дизеля. Подачу масла осуществляют по трубкам, имеющим на конце сопло
диам 2 мм. Трубку вместе со штуцером приваривают к крышке. По трубкам
через сопла масло подают непосредственно в зоны зацепления зубчатых
колес, а на смазку подшипников оно попадает от разбрызгивания.
Крышки 1 и имеющиеся люки в верхнем корпусе предназначены для осмотра и
контроля зубчатых зацеплений.
Из редуктора через специальное отверстие б в нижнем корпусе мас-
ло по трубе самотеком сливается в картер дизеля.
Зазоры в, равные 0—0,1 мм, и зазор г, равный 0,2—0,3 мм, обеспечивают
постановкой необходимого количества регулировочных прокладок 14 из
чертежной бумаги и паро-нита. Допускается подрезка торцов крышек 16 и
19.
При монтаже входного и выходных валов в сборе необходимо следить за тем,
чтобы отверстие д в крышке 19 и окно е в стакане 21 для слива масла
совпадали с отверстием ж в корпусе редуктора (см. Б—Б).
В эксплуатации необходимо следить за температурой корпуса редуктора.
Повышенный нагрев корпуса может быть вызван засорением сопел подачи
смазки. Трубки маслопровода при этом холодные. Для устранения такой
неисправности следует снять крышки и прочистить сопла.
Надежное уплотнение входного и выходных валов редуктора осуществляют
плетеной асбестовой набивкой.
содержание .. 191 192 193 194 195 196 197 198 199 200 ..