содержание .. 50 51 52 53 54 55 56 57 58 59 60 ..
Ремонт деталей коробки передач трактора Т-150К
Ремонт валов коробки передач трактора Т-150К
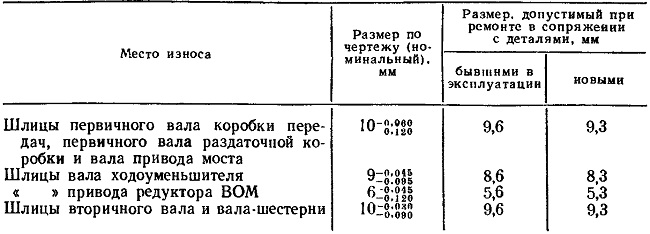
К основным дефектам валов коробки передач относятся износ поверхностей под подшипники качения (табл. 35), износ шлицов по толщине (табл. 36), повреждение резьбы, трещины, поломка и выкрашивание зубьев, износ зубьев по толщине, износ канавок под уплотнительные кольца вторичного вала, органические и минеральные отложения в его каналах.
Таблица 35, Размеры изнашиваемых поверхностей валов коробки передач
трактора Т-150К под подшипники качения
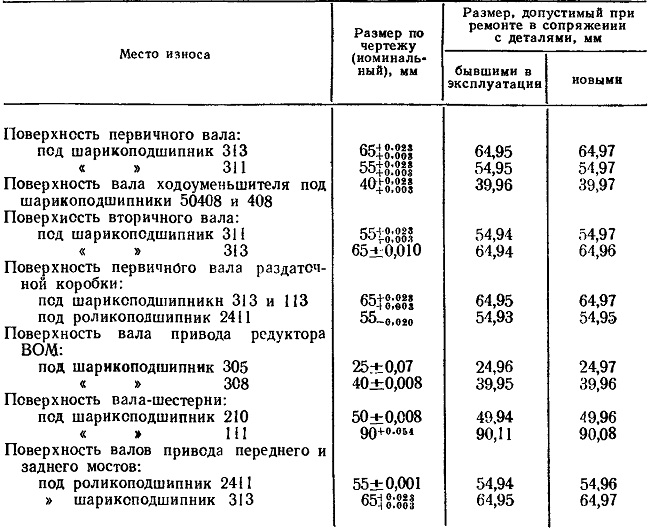
Таблица 36, Размеры шлицов, изнашиваемых по толщине, валов коробки передач трактора Т-150К
Износ стенок канавок вторичного вала иод
уплотнительные кольца допускается до 2,63 мм.
Концы валов с поврежденной резьбой наплавляют виброконтакт-ным способом
наплавочной проволокой 1,8Нн-50, обтачивают наплавленный участок,
фрезеруют лыски, канавки или сверлят отверстия в соответствии с
конструкцией вала и нарезают новую резьбу.
При незначительном износе посадочных поверхностей под подшипники качения
их восстанавливают при помощи эластомера ГЭН-150В. При большом износе
поверхности наплавляют виброконтактным способом, обтачивают и шлифуют до
номинального размера. После обтачивания поверхности обрабатывают
пластическим деформированием, применяя для обкатки ролики.
Изношенные поверхности шлицов наплавляют сваркой в среде углекислого
газа наплавочной проволокой 1,8Нп ЗОХГСА, используя сварочный
полуавтомат А-537У. Затем вал обтачивают на токарном станке, оставляя
припуск на шлифовку. Шлицы фрезеруют до размеров, приведенных в таблице
36.
Непараллельность боковых поверхностей шлицов относительно оси детали не
должна превышать 0,05 мм на длине 100 мм. Погрешность шага шлицов — до
0,03 мм.
После фрезерования шлицы закаливают токами высокой частоты на глубину
1,5 мм. При этом достигается твердость HRC 45. После термической
обработки поверхность вала шлифуют.
содержание .. 50 51 52 53 54 55 56 57 58 59 60 ..