содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..
Замена деталей поршневой группы двигателя трактора Т-74
Разбирать двигатель следует в закрытом, защищенном от пыли помещении.
При разборке для сохранения спаренности деталей кривошипно-шатунного
механизма необходимо на нерабочей поверхности вкладышей, шатунов,
поршней, поршневых пальцев, поршневых колец и гильз нанести метки или
привязать бирки с указанием номера цилиндра.
Перед тем как вынуть поршень из гильзы, следует тщательно очистить от
нагара верхний пояс гильзы цилиндра, что позволит свободно вынуть
поршень из гильзы.
Запрещается выталкивать поршень ударами по нижней головке шатуна, так
как при этом могут получаться забоины на плоскостях разъема и по
поверхности постели под вкладыши.
Поршневые кольца подлежат замене, если зазор в замке кольца,
установленного в гильзу, превышает 4 мм, а зазор между кольцом и
канавкой в поршне по высоте превышает
0,5 мм. Новые кольца, установленные в гильзу, должны иметь зазор в замке
0,3—0,75 мм.
При установке колец в работавшие гильзы зазор в замке не должен
превышать 1,2 мм. При установке колец на поршень надо помнить, что
верхнее (первое) кольцо должно быть хромированное. Однако, если при
ремонте нет в наличии хромированных колец, допускается постановка колец
обычных (нехромированных). При этом компрессионные кольца необходимо
устанавливать выточками вверх. Уста-новка колец выточками или фасками
вниз приводит к обратному явлению — увеличению расхода масла. Днище
поршня, канавки под кольца и маслоотводящие отверстия следует тщательно
очистить от нагара и промыть дизельным топливом или керосином. Кольца
должны плавно перемещаться в канавках и утопать в них под действием
собственного веса. Если при установке новых колец зазор по высоте в
канавке поршня превышает 0,4 мм, то поршни необходимо заменить.
Гильзы следует заменять в том случае, если износ рабочей поверхности
превышает 0,4 мм на диаметр. При замене гильз нужно также сменить
уплотнительные резиновые кольца в блоке цилиндров. Канавки под резиновые
кольца и выточки на верхней плоскости блока под бурты гильз надо
тщательно очистить. Несоблюдение этих требований может привести к
повышенной овальности установленных новых гильз и, как следствие, к
повышенному расходу масла.
Если гильза по какой-либо причине выпрессовывалась, то при поставке ее
на место необходимо обращать внимание на кавитационный износ
(образование раковин) наружной поверхности.
При наличии кавитационного износа гильзу надо повернуть в своем гнезде
на 90° от ее первоначального положения.
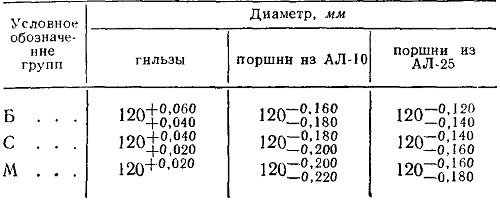
С февраля 1965 г. на двигателях устанавливаются поршни, изготовленные из
жаропрочного сплава AJ1-25 с зазором по юбке 0,16—0,20 мм. Зазор
обеспечивается поставкой поршней и гильз одной размерной группы.
Поршни и гильзы, устанавливаемые на двигатель, должны быть одной
размерной группы. Выпускаемые заводом размерные группы поршней и гильз и
их обозначения приведены в табл. 2.
Таблица 2
Кроме того, для обеспечения необходимого натяга поршни по диаметру отверстия в бобышках и поршневые пальцы сортируются на две размерные группы, приведенные в табл. 3.
Таблица 3

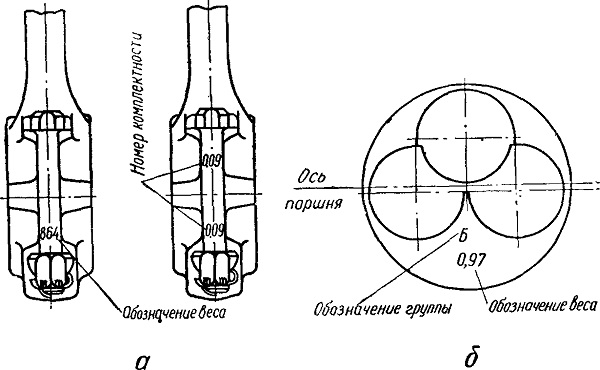
Рис. 11. Расположение меток на деталях
кривошипно-шатунного механизма:
а — шатун; 6 — днище поршня.
При сборке поршневой группы новые поршни и шатуны
подбирают по весу. Разность в весе поршней одного комплекта не должна
превышать 7 г, а разность в весе шатунов в комплектах не должна
превышать 12 г.
Маркировка размерной группы гильз нанесена клеймом на торце верхнего
бурта гильзы. Маркировка группы поршня по размеру диаметра юбки
обозначена на донышке поршня буквенным клеймом (в зависимости от группы
— буквы «Б», «С», «М»), ниже которого ставится вес поршня с обо-
значением только единиц и десятков граммов.
Маркировка группы поршней по размеру диаметра отверстия под палец
нанесена краской на бобышках поршня. Размерная группа пальца нанесена
краской на внутренней стороне поверхности пальца.
Вес шатуна нанесен на торце крышки трехзначным числом. На
противоположной стороне на торце шатуна и крышки шатуна клеймом нанесены
номера спаренности.
Места клеймения показаны на рис. 11.
Запрессовывать палец в поршень нужно только после предварительного
нагрева поршня в масле до температуры 70—80° С. Соединение поршневого
пальца с шатуном не требует подбора, так как допусками на изготовление
их обеспечивается гарантированный зазор в пределах 0,017—0,042 мм.
Уменьшать зазор при замене втулки ниже 0,017 мм не следует, так как это
может привести к заеданию пальца во втулке и проворачиванию втулки в
верхней головке шатуна.
В собранном узле (поршень — шатун) лунка в днище и номера комплектности
на нижней головке шатуна должны располагаться с одной стороны.
содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..