содержание .. 60 61 62 63 64 65 66 67 68 69 70 ..
ОСОБЕННОСТИ РАЗБОРКИ, СБОРКИ И ЗАМЕНЫ ОТДЕЛЬНЫХ СОСТАВНЫХ ЧАСТЕЙ ДИЗЕЛЯ И ТРАКТОРА ТТ-4М
Снятие головки цилиндров трактора ТТ-4М. Головку цилиндров следует снимать
только для устранения неисправностей деталей гильзопоршневой группы,
прокладки головки цилиндров, клапанов или замены самой головки. Для
снятия головки необходимо:
слить охлаждающую жидкость из системы охлаждения дизеля;
отсоединить от головки топливопроводы, тягу декомпрессора, затем снять
колпак головки цилиндров;
отсоединить от форсунок штуцера и снять форсунки, предохраняя
распылители от ударов и их отверстия от засорения;
снять передаточный механизм газораспределения и вынуть штанги;
ослабить гайки крепления головки цилиндров, соблюдая ту же
последовательность, что и при затяжке (см. рис. 106), затем отвернуть их
и снять головку цилиндров с дизеля, проверить герметичность заглушек.
При необходимости осторожно, во избежание повреждения, снять прокладку
головки цилиндров.
Притирка клапанов дизеля трактора ТТ-4М. Притирку клапанов следует производить при
отсутствии герметичности в сопряжении клапан — седло клапана. Для этого
необходимо:
очистить головку цилиндров от масла и нагара и нанести метки на тарелки
клапанов, чтобы при сборке обязательно установить их по своим седлам;
снять клапаны, очистить клапаны и седла клапанов от нагара, промыть в
керосине и осмотреть для определения степени ремонта; герметичность
клапана восстанавливается притиркой при наличии незначительных износов и
мелких раковин на фасках, а также в случае, если тарелка клапана
покороблена
и нет прогаров на фасках клапана и седла; при наличии этих дефектов
притирке должна предшествовать шлифовка седел клапанов или замена
неисправных новыми;
очистить впускные и выпускные каналы головки цилиндров
и промыть их дизельным топливом;
приготовить притирочную пасту; паста должна состоять из смеси
микропорошка М20 или М14 (ГОСТ 3647 — 80) с моторным маслом и тщательно
размешана;
нанести на фаску клапана тонкий, равномерный слой пасты, смазать
стержень клапана чистым моторным маслом и поставить его на место;
начать притирку клапана, слегка нажимая на тарелку клапана с поворотом
на !/з оборота (при помощи специального приспособления), затем в
обратном направлении на оборота; запрещается производить притирку
клапана круговыми движениями;
продолжать притирку клапана, периодически поднимая
клапан и нанося на фаску новые порции притирочной пасты, до тех пор,
пока на фасках клапана и седле не появится непрерывный матовый поясок
шириной не менее 1,5 мм (рис. 123); разрывы матового пояска не
допускаются;
промыть керосином клапаны и седла, после окончания притирки высушить,
установить клапаны и пружины на свои места;
проверить герметичность притирки клапанов в течение 2 мин, заливая
керосин поочередно во впускные и выпускные каналы; течь или просачивание
керосина при повороте клапана на любой угол не допускаются; допускается
проверка качества притирки клапана на карандаш; для этого поперек фаски
притертого клапана следует нанести мягким графитовым карандашом шесть —
восемь черточек, после чего осторожно вставить клапан в седло и, сильно
нажимая, повернуть его на оборота; все черточки на рабочей фаске должны
быть стерты; при неудовлетворительных результатах проверки притирку
клапана повторить.
Замена деталей шатуннопоршневой группы дизеля трактора ТТ-4М
Снятие деталей шатунно-поршневой группы следует производить в следующем
порядке:
установить дизель на стенд в горизонтальное положение;
снять нижнюю крышку блок-картера (масляный поддон), затем масляный насос
в сборе с трубопроводами;
вывернуть болты крепления крышек шатунов и снять крышки;
очистить от нагара верхние пояса гильз цилиндров и легкими ударами
деревянной выколотки вытолкнуть поршни в сборе с шатунами из гильз; не
допускается выталкивать поршень ударами по нижней головке шатуна
металлическими предметами во избежание появления забоин на плоскостях
разъема и на поверхности под вкладыши;
снять кольца с поршня при помощи приспособлений; вынуть стопорные кольца
из бобышек поршня, нагреть поршень в масле до температуры 80... 100 С и
выпрессовать поршневой палец;
выпрессовать гильзы цилиндров из блок-картера; очистить тщательно от
нагара и промыть в дизельном топливе или керосине поршень и поршневые
кольца.

Рис. 123. Расположение матового пояска на притертом клапане
Поршневые кольца подлежат замене, если зазор в
замке кольца, поставленного в новую гильзу, превышает 6 мм для
компрессионных и 3 мм для маслосъемных колец или если зазор по высоте
между кольцом и поршневой канавкой превышает 0,5 мм для верхней канавки
и 0,4 мм для остальных канавок.
Поршни подлежат замене, если зазор по высоте между верхней канавкой и
новым компрессионным кольцом превышает 0,5 мм или если зазор между юбкой
поршня и гильзой превышает 0,6 мм при положении в ВМТ. В последнем
случае одновременно с поршнем необходимо заменить гильзу. Величину
зазора следует проверять в нижней части юбки поршня при
помощи длинного ленточного щупа, закладываемого между поршнем без колец
и гильзой в плоскости, перпендикулярной оси поршневого пальца.
Гильзы подлежат замене, если износ в поясе максимального износа достиг
0,6 мм. При использовании гильз, не имеющих маркировки размерной группы,
допускается устанавливать в эти гильзы поршни только размерных групп А,
Б, В. При замене гильзы необходимо тщательно очистить выточку на верхней
плоскости блок-картера под бурт гильзы. Бурт гильзы должен выступать над
плоскостью блок-картера на 0,065... 0,165 мм. Несоблюдение этих
требований ведет к увеличению овальности установленной новой гильзы и,
как следствие, повышенному расходу масла. При замене уплотнительных
резиновых колец гильзы должны устанавливаться в те же цилиндры и в то же
положение без разворота. Если поршни и гильзы при ремонте не заменяют,
то работавшие поршни должны устанавливаться в те же гильзы, в которых
они работали.
Предельно допустимый зазор между бобышкой поршня и поршневым пальцем
вследствие износа допускается 0,1 мм, между верхней головкой шатуна и
поршневым пальцем 0,3 мм. Перед сборкой с шатуном поршень необходимо
нагреть в масле до температуры 80... 100°С, при этом палец легко
вставляется в расширенные от нагрева отверстия в бобышках поршня.
Запрессовка поршневого пальца не допускается. Шатун с поршнем
соединяется так, чтобы при установке в цилиндр камера сгорания была
смещена в сторону, противоположную распре-делительному валу, а шатун
меткой обозначения порядкового номера цилиндра — к распределительному
валу (рис. 124).
При установке поршневых колец следует помнить, что верхнее (первое)
кольцо — хромированное. Для отличия хромированного компрессионного
кольца от нехромированных компрессионных (2-го и 3-го) колец на
коническом торце хромированного кольца нанесена маркировка «верхнее».
Все компрессионные кольца имеют в сечении форму односторонней трапеции и
устанавливаются на поршень конической поверхностью вверх.
У маслосъемных колец торцевые поверхности на верхние и нижние не
разделяются. Радиальные расширители в канавки поршня устанавливаются от
руки, а кольца — при помощи приспособления. Установка маслосъемных колец
без радиальных расширителей не допускается. Новые кольца, установленные
на дизель, должны иметь зазор в замке 0,45...0,75 мм.
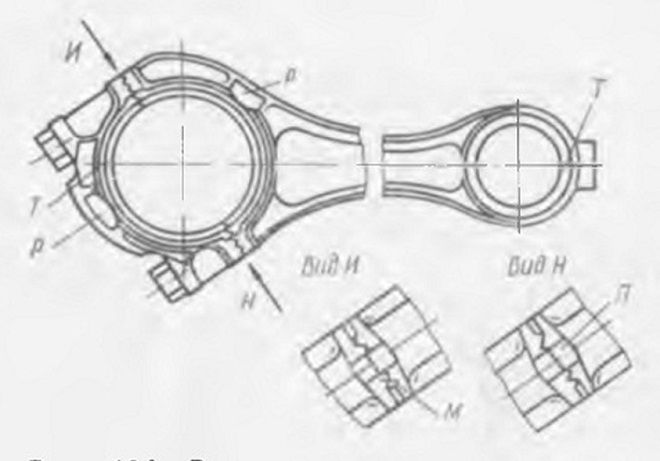
Рис. 124. Расположение меток на шатуне:
Т — масса шатуна; П — порядковый номер цилиндра; М — спаренность шатуна
и крышки; Р — порядковый номер шатуна и крышки
содержание .. 60 61 62 63 64 65 66 67 68 69 70 ..