содержание .. 70 71 72 73 74 75 76 77
5. ПЛОСКОЕ ШЛИФОВАНИЕ
К особенностям активного контроля при плоском шлифовании следует
отнести, во-первых, то, что измерительный наконечник устройства
периодически попадает в разрывы между деталями и, во-вторых, то, что
обрабатываемые детали устанавливаются, как правило, на плоскость
магнитной плиты станка, что лишает возможности производить прямое
измерение высоты или толщины детали. С учетом первой особенности приборы
активного контроля имеют обычно специальные устройства, исключающие
выдачу ложных команд или показаний во. время нахождения измерительного
наконечника в промежутке между контролируемыми поверхностями деталей.
Принцип действия таких устройств заключается в задержке выдачи ложной
команды, или в затормаживании измерительного наконечника, или в
разъединении связи измерительного наконечника с отсчетным устройством на
время прохождения наконечника через разрыв между деталями.
Устройства, у которых измерительный наконечник опускается ниже
обрабатываемой поверхности, работают в тяжелых динамических условиях,
воспринимают удары при встрече с деталью и являются менее надежными и
точными по сравнению с устройствами, у которых наконечник не опускается
ниже поверхности обработки. При плоском шлифовании используются приборы
активного контроля как с подналадкой станка, так и без нее.
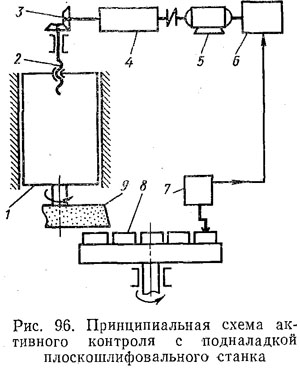
Принципиальная схема плоского шлифования на станке мод. 3772Б, с
автоматической подналадкой станка, показана на рис. 96. Прошлифованные
детали 8 .при вращении круглого стола станка попадают под измерительное
устройство 7, наконечник-щуп которого контактирует с обработанной
поверхностью деталей. По мере износа шлифовального круга 9 размеры
деталей по высоте будут постепенно увеличиваться и при достижении
размера, равного или превышающего подналадочный, измерительное
устройство 7 выдает сигнал-команду на подналадку станка. Сигнал проходит
через усилитель 6 и поступает на электродвигатель подналадки 5, который
через редуктор 4 и коническую пару зубчатых колес 3 поворачивает винт 2
шлифовальной бабки 1, вызывая ее перемещение в необходимых пределах.
Величина перемещения шлифовальной бабки определяется временем вращения
электродвигателя подналадки, которое задается реле времени. Скорость
перемещения шлифовальной бабки может изменяться от 0,05 до 0,2 мм/мин (
помощью сменных шестерен редуктора подач), что обеспечивает необходимый
подналадочный импульс.
В качестве измерительных устройств для подналадчиков применяются
электроконтактные, пневматические и другие датчики.
Рассмотрим некоторые схемы приборов активного контроля (без подналадки),
находящие применение при плоском шлифовании. На рис. 97 [2] показана
схема прибора с торможением измерительного штока.
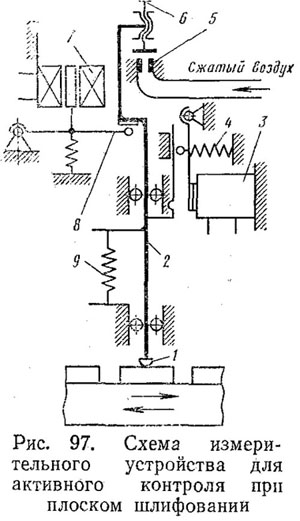
В момент измерения наконечник 1 соприкасается с
деталью; при этом заслонка настроечного винта 6 образует определенный
зазор с торцом выходного сопла 5, величина которого зависит от размера
контролируемой детали. При достижении деталью заданных размеров
срабатывает пневмоэлектрическое измерительное устройство и на станок
подаются необходимые сигнал-команды. Результат измерения фиксируется
также на шкале пневматического прибора. При измерении шток 2
затормаживается обесточиванием электромагнита 3 и удерживается в этом
положении пружиной 4\ наконечник 1 не опускается ниже поверхности
обработки, находясь над промежутками между обрабатываемыми деталями. В
конце каждого двойного хода стола станка в электромагнит 3 подается ток,
шток 2 оттормаживается и поднимается вверх рычагом 8 элетромагнита
арретирования 7. Пружина 9 служит для создания измерительного усилия.
Недостатком таких приборов является наличие путевых выключателей
электромагнита торможения, что усложняет настройку прибора на станке. В
контактных измерительных приборах, в результате трения и частых встреч с
выступами контролируемых деталей, измерительные наконечники быстро
изнашиваются, выходят из строя подвижные части прибора. Этих недостатков
не имеют бесконтактные приборы.