содержание .. 50 51 52 53 54 55 56 57 58 59 60 ..
Изготовление гидравлических цилиндров
На рис. 135 показана головка для кольцевого глубокого сверления. Она
состоит из корпуса 1, который крепится к борштанге 5 болтами. Усилие
резания воспринимается тремя торцовыми шпонками 4. В отверстиях под
цанги 5 крепятся резцы 9. Резцы центрируются по окружности цангами,
прикрепленными к корпусу головки винтами 7. Рядом с каждым резцом
расположены внутренние 2 и наружные 3 направляющие. Подвижный центр 6
поддерживает стержень от провисания в конце резания.
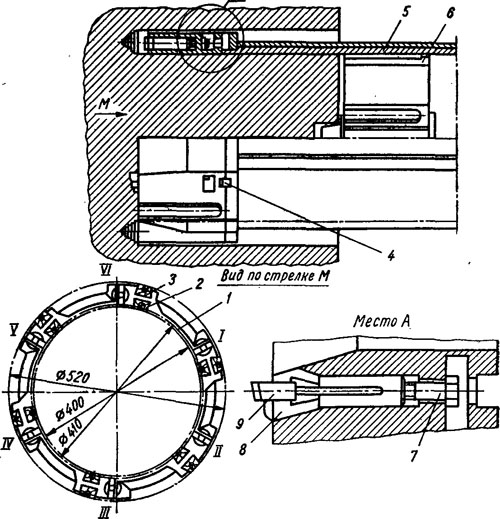
Рис. 135. Головка для кольцевого глубокого сверления.
С помощью крепления резцов в цангах обеспечиваются возможность быстрой смены инструмента для переточки и высокая жесткость. Резцы в головке располагаются ступенчато, вследствие чего стружка делится по глубине и ширине. Металл растачиваемого кольца разбивается на равномерные ступени и каждым резцом снимается слой толщиной 10 мм (рис. 136).
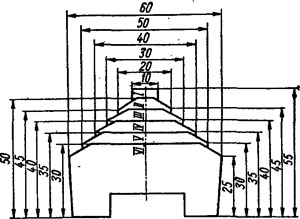
Рис. 136. Схема резания при кольцевом сверлении.
В наиболее тяжелых условиях находится первый
резец, работающий как прорезной. Остальные резцы увеличивают ширину
кольцевого сверления по 55 мм на сторону; в конце растачивания
прорезается кольцо шириной 60 мм. Такая схема резания обеспечивает
направление равнодействующей усилия резания к центру резца, что
обеспечивает самоцентрирование головки.
Удаление стружки из зоны резания осуществляется жидкостью, которая
одновременно выполняет смазывающие и охлаждающие функции.
При этом сохраняется стойкость инструмента, что позволяет работать без
его замены при выполнении одного сверления.
Жесткость головки обеспечивается кольцевой выточкой, подготовленной
перед сверлением; в выточке головка центрируется по направляющим. На
торце стержня растачивается отверстие под подвижный центр, а борштанга
поддерживается люнетом и суппортом станка.
Глубина сверления и последующего растачивания контролируется с помощью
счетной линейки (рис. 134, г), которая крепится одним концом к суппорту
станка, а другим — к направляющим станины станка.
Кольцевое сверление может быть сквозным, встречным (при сверлении с двух
сторон) и глухим. При сквозном сверлении стержень удаляется после
окончания операции. Увод сверла при кольцевом сверлении во многом
зависит от износа резцов, увеличения усилий резания в конце прохода и
уменьшения жесткости борштанги вследствие его провисания.
Обычно встречное кольцевое сверление применяют при обработке цилиндров
со ступенчатой внутренней поверхностью. Сверление производится с двух
установок детали, сопровождающихся заменой головки. Для свободного
отделения внутреннего стержня диаметр малой головки должен быть больше
внутреннего диаметра большой головки (рис. 137).

Рис. 137. Отделение стержня при встречном кольцевом
сверлении.
При глухом сверлении отделение стержня производится специальными
отрезными головками (рис. 138). Полый корпус 5 головки через хвостовик 9
крепится к борштанге 10. Коромысло 5 с резцом 3 установлено в верхнем
положении посредством конусного соединения корпуса с хвостовиком через
штифты 11, закреплено в корпусе двумя цапфами и соединено с двумя тягами
6, которые расположены на каретке суппорта. Резец удерживается в верхнем
положении при помощи пружины 7. Головка доводится до упора 4, после чего
отводится на 1 мм во избежание повреждения поверхности детали при
вращении. Резец подается во время обратного хода каретки. При этом
деталь 1 вращается. Резание продолжается до полного отделения стержня 2.
Операция растачивания (см. рис. 134, д, ё) выполняется в несколько
проходов с помощью расточных головок различных типов. В головке,
показанной на рис. 139, а резцы 1—6 расположены на торце ступенями, что
обеспечивает их минимальный вылет. Глубина резания на каждый резец
составляет 12... 13 мм (рис. 139, б). Врезание производится при
пониженных режимах резания со скоростью 4...6 об/мин и подаче 0,2 мм/об.
Для дальнейшего растачивания можно применять головку, показанную на рис.
140. В нее вместо расточных державок с пластинами вставляются два резца
сечением 75 X 75 мм. Головка в растачиваемом отверстии центрируется
четырьмя деревянными направляющими, которые вставляются в пазы.

Подрезание торца дна цилиндра (рис. 134, ж) производится теми же
борштангами и головками, которыми производится растачивание основного
отверстия. При этом в головку вместо державки с расточными пластинами
или резцами вставляется специальная державка для подрезания дна с
пластинами, перекрывающими весь торец дна (рис. 141).