содержание .. 50 51 52 53 54 55 56 57 58 59 60 ..
Изготовление роторов энергетических и химических машин
После теплового испытания поверхности ротора
окончательно обрабатываются на токарном станке. Перед началом обработки
в центральное отверстие ротора забиваются центровые пробки. На роторе со
стороны задней бабки протачивается контрольный поясок шириной 40...50 мм
с шероховатостью поверхности Ra — = 1 мкм. Затем ротор
переустанавливают, выверяют с точностью 0,02 мм и (о стороны задней
бабки протачивают второй контрольный поясок и место под люнет. Обработка
производится при установке ротора одной стороной в планшайбе станка, г
другой — на люнет и центр задней бабки.
После токарной обработки выполняют сверление пароразгрузочных отверстий
с помощью специального кондуктора: отверстия сверлятся через
кондукторные втулки в два перехода, а затем зенкеруются.
Статическая балансировка ротора производится на
балансировочном станке, после чего выполняются операции по обработке
различных мелких поверхностей шпоночных пазов крепежных отверстий,
уплотнительных канавок. Обработка уплотнительных канавок (рис. 123)
производится предварительно мерным по ширине резцом по индикаторным
упорам. Донышко канавок окончательно обрабатывается по диаметру
специальным резцом, оснащенным пластиной из твердого сплава Т15К.6 при
скоростях резания 150... 180 м/мин.
Венцы дисков ротора имеют сложную форму и обрабатываются по следующей
схеме (рис. 124): сначала протачиваются уступы с двух сторон по ширине
нижнего грибка по индикаторным упорам
(рис. 124, а), окончательный размер контролируется предельным шаблоном
46 (-0,1 -0,2) мм; во избежание потерь Бремени на замену резцов
сначала все диски обрабатываются последовательно с одной стороны, а
затем — с другой.
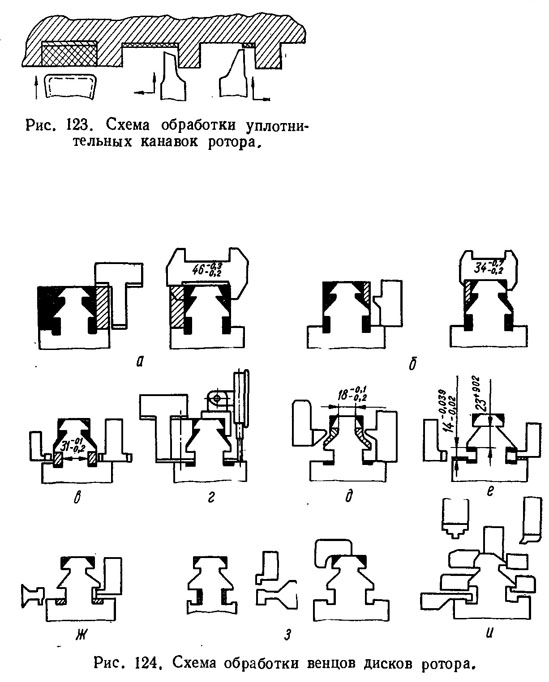

Радиальные углубления вытачивают по ширине с проверкой по шаблону (рис.
124, з). Скосы верхнего грибка протачивают под углом 45° и проверяют
шаблоном.
Радиусные закругления R = 0,8 мм выполняют на наружных сопряжениях
поверхностей венца специальными резцами (рис. 124, и). После обработки
венцов диска производятся чеканка лопаток, обтачивание и окончательное
полирование шеек ротора.
Для предотвращения коррозии шейки ротора консервируют, и остальные
поверхности окрашивают. На ротор устанавливают предохранительные кожухи,
после чего он передается на сборку.
В машинах, используемых в химических производствах для смешения вязких,
пастообразных, сыпучих и жидких продуктов, применяются лопастные роторы.
Сложные геометрические формы лопастей роторов, высокие требования
относительно устойчивости к истнранию рабочих поверхностей и другие
особенности вызывают необходимость в специальных методах изготовления и
потребность в специальном оборудовании для их обработки.