содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..
Изготовление крупных коленчатых валов
Чистовая обточка мотылевых шеек производится при
установке вала на люнеты с опорой на две коренные шейки. Если размеры
станка не позволяют выполнить обработку мотылевых шеек вала с одной
установки, она выполняется с переустановкой. После обточки шеек
производится их шлифование или полирование. На заключительных операциях
обрабатываются отверстия с торцов фланцев и шпоночные пазы. Отверстия
обрабатываются на расточном станке. На этом же станке производится
фрезерование шпоночных пазов с другой установки.
Совершенствование технологии изготовления крупногабаритных коленчатых
валов происходит путем улучшения качества заготовок, создания
высокопроизводительного оборудования и механизации производства. Широкое
применение при изготовлении коленчатых валов находит высокопрочный чугун
с шаровидным графитом. При изготовлении коленчатых валов тепловозных
двигателей длиной до 4 м используются литые заготовки из чугуна [35].
В серийном производстве валов используют принципы поточного
производства. Поточная линия состоит из универсальных и специальных
станков, оснащенных многорезцовыми поворотными наладками,
приспособлениями, быстроцентрирующими люнетами, контрольными
устройствами. В целях повышения точности обработки применяются
приспособления и инструменты жесткой конструкции.
В поточном производстве коленчатых валов сложные токарные операции
делятся на несколько простых и выполняются последовательно на отдельных
станках. В этом случае заготовка коленчатого вала длиной около 4 м и
массой 1500 кг (рис. 116) перед механической обработкой проходит
дробеструйную очистку и размечается.
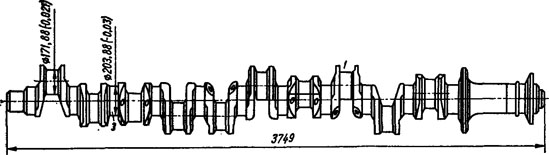
Рис. 116. Коленчатый вал тепловозного двигателя.
Коленчатый вал устанавливается в люнетах, в которых он центрируется при
помощи разъемных колец, вращающихся в люнете вместе с валом. Конец с
первой шейкой вала и среднюю коренную шейку обтачивают с припуском 5 мм
и допуском под люнет для последующих операций. На следующей операции
обрабатывают базовый конец, фланец и последнюю шейку с тем же припуском
5 мм под чистовую обработку.
На токарно-валовых станках при установке вала по средней шейке в
быстроцентрирующем люнете обрабатывают все коренные шейки вала. Для
одновременного обтачивания четырех коренных шеек на каждом из двух
суппортов станка установлены шаговые многорезцовые наладки с двумя
спаренными поворотными головками, которые устанавливают по упорам
относительно шеек. Шейки до определенного диаметра обрабатывают методом
врезания; окончательно шейки протачивают проходными резцами.
Наладки для обработки определенного места коленчатого вала снабжены
кассетами с одним или несколькими резцами, что позволяет быстро менять
кассеты с затупившимися в процессе обработки резцами.
Шатунные шейки вала обрабатывают на токарно-дисковых станках с
использованием специальных пневмогидравлических зажимов, а также на
специальных, предназначенных для этой цели станках. В этом случае
обрабатываемый коленчатый вал не вращается, а закрепляется неподвижно в
специальных центросместительных стойках (рис. 117). Стойки состоят из
чугунных корпусов 1, крышек 2 и вкладышей 3, в которые устанавливаются
коренные шейки вала; они крепятся к столу станка болтами.

Обработанный начерно вал проверяют с помощью дефектоскопа в специальной
лаборатории. Чистовая обработка вала выполняется в той же
технологической последовательности с оставлением припуска под
шлифование. При обработке шатунных шеек для увеличения точности
установки на станке предварительно шлифуют коренные шейки вала, а затем
шлифуют начерно коренные и шатунные шейки.
Фрезерование двух скосов щек и сверление отверстий
во фланце выполняют на агрегатном станке с полуавтоматическим циклом
работы, оснащенном силовыми фрезерными головками и кондукторами для
сверления. Перед окончательным шлифованием проводят динамическую
балансировку вала; дисбаланс снимают на токарноваловом станке. С помощью
устройства для автоматического контроля шеек окончательно шлифуют шейки
вала без остановки для выполнения контрольных замеров. Сверление и
развертывание наклонных смазочных отверстий и подрезку отверстий во
фланцах осуществляют на агрегатном станке.
После слесарных операций шейки вала полируют, а необработанные поверхности окрашивают. Шейки вала полируют на больших токарных станках с помощью специальных жимков (рис. 118), состоящих из двух деревянных колодок с чугунными вкладышами, соединенных посредством кожаного ремня, при помощи абразивных и алмазных порошков, а также специальных паст, после чего проводят окончательный контроль и консервацию вала.
