содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..
Изготовление валков прокатных станов для холодной и горячей прокатки
Рабочие валки тяжелонагруженных станов холодной прокатки нуждаются в
закалке с предварительным подогревом по всему сечению валка до
температуры 600...650° С или с предварительным подогревом поверхности
валка до 800...820 С с помощью тока промышленной частоты.
Дополнительное охлаждение должно осуществляться через поверхность
осевого отверстия валка, в результате чего получается наиболее
рациональное распределение остаточных напряжений по сечению валка.
Малонагруженные валки холодной прокатки закаливают с подогревом
внутренних слоев до 500...550 С; это снижает уровень растягивающих
напряжений на поверхности валка и не вызывает образования больших
напряжений растяжения во внутренних слоях.
Крупные валки, работающие в легких условиях эксплуатации, можно
закаливать с подогревом центральной зоны бочки до 300... ...400°С без
дополнительного внутреннего охлаждения.
После закалки током промышленной частоты при температуре
900...910° С и последующего отпуска при 400...520° С достигается
твердость рабочей поверхности валка в пределах 45...90 ед. по Шору (в
зависимости от технических требований на изготовление валка).
Термическая обработка, результатом которой является сочетание высокой
вязкости металла в сердцевине с высокой твердостью поверхности валка,
повышает долговечность работы валков прокатных станов.
На рис. 103 показан валок для холодной прокатки. Последовательность
обработки валка состоит из следующих этапов: черновая обработка
поверхности валка под изотермический отжиг и нормализация с припуском
8... 12 мм; глубокое сверление центрального канала и растачивание
камеры; изотермический отжиг и нормализация; обработка под закалку
поверхности бочки с припуском 0,5... 1,5 мм и шеек с припуском 5...6 мм;
обработка всех мелких поверхностей; закалка токами промышленной частоты
с отпуском; обработка закаленных валков под второй отпуск; второй отпуск
для снятия напряжений; окончательная механическая обработка.
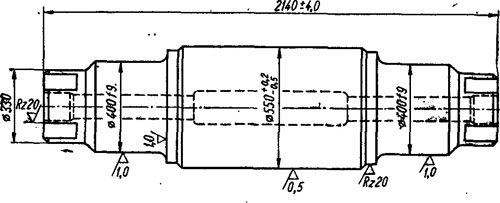
Рис. 103. Валок для холодной прокатки.
Обработка крупных валков начинается с разметки осевых линий и центров.
После центрования отверстий валок устанавливается на токарном станке,
где обрабатываются шейки под люнеты и базовые поверхности установки на
станке для глубокого сверления; торцы валка намечаются с припуском 5...6
мм; концы заготовки отрезаются по намеченным надрезам. Центральное
отверстие обрабатывается сверлом для глубокого сверления с последующим
растачиванием камеры.
В процессе глубокого сверления возникают значительные технологические
трудности, связанные со сверлением консольным инструментом, имеющим
значительный вылет, трудностью получения прямолинейной оси и
цилиндрической формы отверстия, ухудшением теплоотвода и охлаждения
инструмента. Для глубокого сверления применяются перовые, пушечные,
двух- и четырехкромочные и кольцевые сверла; последние используют при
сверлении отверстий диаметром свыше 70 мм.
На рис. 104 показаны четырехкромочные сверла с напайными твердосплавными
пластинками для сверления глубоких отверстий диаметром до 70 мм.
Двухперое четырехкромочное сверло (рис. 104, а) при сверлении валков
длиной до 7500 мм дает увод отверстия 10...15 мм; четырехкромочное
сверло с центральной выточкой (рис. 104, б) позволяет уменьшить увод до
1... 1,5 мм на той же длине сверления.

Рис. 104. Сверла для глубокого сверления.