содержание .. 80 81 82 83 84 85 86 87 88 89 ..
11.2. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ШПИНДЕЛЕЙ
Изготовление шпинделей веретён из профильных заготовок
Технологический маршрут обработки шпинделей
из профильных заготовок, полученных поперечно-винтовым прокатом,
построен по принципу дифференцированных операций (табл. 11.3). Этот
процесс предусматривает использование эксцентриковых прессов для
разрубания заготовок, токарных станков для обтачивания обратных центров,
а также бесцентрово-шлифовальных и круглошлифовальных станков общего
назначения для выполнения отделочных операций.
Прутки горячекатаной или холоднотянутой стали разрубают на
эксцентриковом прессе на штучные заготовки, причем для прокатки
одноштучной заготовки из горячекатаной стали длина ее принимается равной
220-1 мм, а длина для двухштучной заготовки из холоднотянутой стали
350-1 мм. После разрубания заготовки правят на правйльном станке РД-1.
Допустимая кривизна по длине заготовки составляет 0,2 мм. Далее
заготовка передается на стан поперечно-винтового проката, на котором
прокатывается приближенный профиль шпинделя веретена. Причем в
зависимости от длины заготовки стан может быть настроен на изготовление
одноштучной или двухштучной заготовки. После отрезки верхнего
технологического конца отрезается нижний технологический конец с
одновременным центрированием его под углом 60°.
Центрирование верхнего технологического конца осуществляют под углом
90°. Об* точку предпяточного конуса под шлифование производят на
токарно-операционном станке ОП-3. Затем после обтачивания цилиндрической
части шпинделя под место посадки роликового подшипника шпиндель
подвергают термической обработке.
Шлифование закаленных шпинделей выделено в отдельный участок. Сначала
предварительно шлифуют шпиндель по всему профилю на
бесцентрово-шлифовальном станке 6С168А. Предварительное шлифование
производят со скоростью резания v = 25 м/с и подачей S = 0,002+0,005
мм/об. Далее на круглошлифовальных станках ВШВ шлифуют нижний центр,
втулочный конус и закругляют пяточку. Заключительной механической
операцией является окончательное шлифование шпинделя по всему профилю,
причем скорость резания несколько повышают (30 м/с), а подачу принимают
в пределах 0,0015—0,0025 мм/об. Производительность процесса шлифования
значительно увеличивается при замене раздельной обработки поверхностей
шпинделя на совмещенную обработку всего профиля.
Бесцентрово-шлифовальный станок оснащен устройством для автоматической
правки широких наборных кругов и работает с автоматическим циклом.
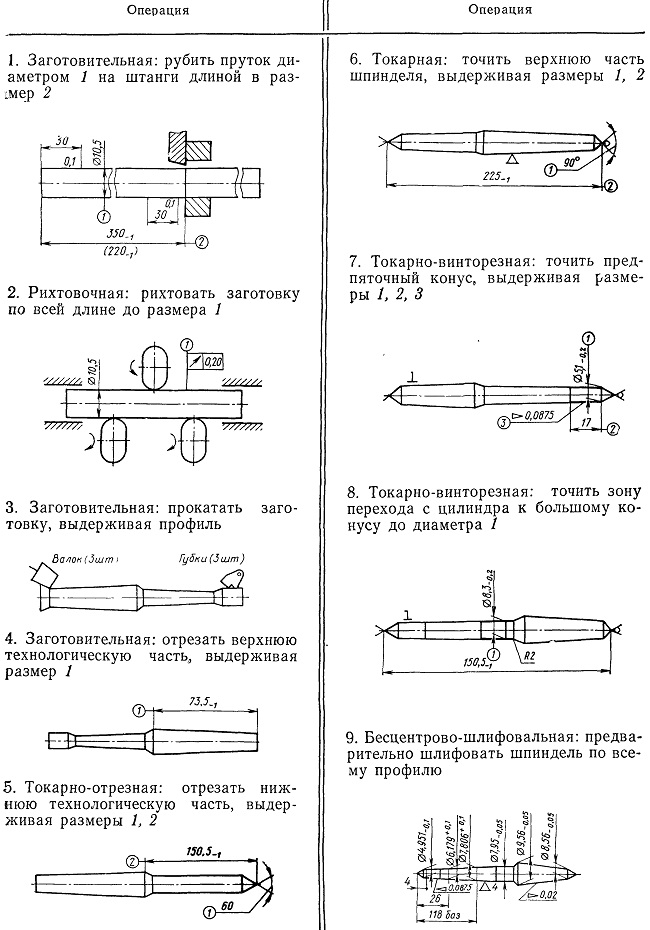
Таблица 11.3. Технологический маршрут механической обработки шпинделей из профильных заготовок

содержание .. 80 81 82 83 84 85 86 87 88 89 ..