содержание .. 70 71 72 73 74 75 76 77 78 79 80 ..
10.1. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ
БАРАБАНОВ ЧЕСАЛЬНЫХ МАШИН
Материал и заготовки для барабанов чесальных машин
Одной из основных деталей барабанов чесальных
машин является полый цилиндр или обечайка барабана. Обечайку изготовляют
из серого чугуна СЧ 15 или СЧ 18 методом литья в вертикально
расположенные сухие формы, из листа или полосы из стали Ст3 (ГОСТ
380—71) с последующей гибкой и сваркой, а также из труб.
Микроструктура серого чугуна, применяемого для литья, должна быть
графито-перлито-ферритная с преобладанием в ней перлита (допускается не
более 15% феррита). Отливка соответствует первому классу точности.
Графит должен быть равномерно распределен в мелких чешуйках, а не в виде
крупных пластинок или больших скоплений. Чугун должен быть плотным,
твердость НВ 218— 170. Вертикально расположенные сухие формы изготовляют
по металлическим моделям из шамотной смеси с точной фиксацией стержней
во избежание разностенности. Система заливки — дождевая. Для устранения
в отливках внутренних напряжений, которые могут вызвать деформацию,
применяют естественное или искусственное старение.
На обработанной наружной поверхности барабанов наличие раковин и трещин
не допускается. Заготовки для барабанов имеют большую массу, малый
коэффициент использования металла и большую трудоемкость при
изготовлении. Выдерживание деталей после литья для снятия внутренних
напряжений увеличивает размеры производственной площади и себестоимость
изготовления.
Получение заготовок обечаек из труб является наиболее эффективным
способом, так как при этом способе можно получить хорошие прочностные и
эксплуатационные характеристики при минимальном количестве металла,
идущем в отходы. Из труб обычно изготовляют барабаны малых диаметров, а
именно: приемные барабаны, питающие, съемные и рабочие валики, съемные
барабаны.
Наиболее прогрессивным способом получения заготовок является способ
вальцовки из стального листа или полосы. Материал заготовки — сталь Ст3
(ГОСТ 380—71). Используют три способа вальцовки: на трехвалковых
симметричных, трехвалковых асимметричных и четырехвалковых вальцах.
Благодаря применению трехвалковых симметричных
вальцов можно получить обечайки длиной 1050 мм и диаметром 450— 1500 мм
для сварных барабанов из двух обечаек. Трехвалковые симметричные вальцы
(рис. 10.2) состоят из верхнего валка 7, переднего и заднего боковых
валков 3 и 2. Передний и задний боковые валки соединены между собой
жесткой связью и имеют возможность вертикального перемещения s.
Вальцовка осуществляется в несколько переходов. После первой вальцовки
на обечайке остается участок кромки длиной L, не подогнутый по радиусу
барабана R. Длина L кромок зависит от расстояния р, которое остается
постоянным. Для устранения двух неподогнутых кромок обечайку снимают с
вальцов, устанавливают в сварочную кабину и отрезают две кромки длиной
L. Затем заготовку вновь устанавливают на вальцы и подвергают вальцовке
до тех пор, пока не сойдутся кромки. Стыки кромок сваривают в среде
углекислого газа в сварочной кабине. Сваренную обечайку подвергают
окончательной вальцовке до получения окончательных размеров.
Недостатками этого метода являются: увеличение затрат времени на отрезку
неподогнутых кромок, съем и установку обечайки на вальцы; нерациональное
использование металла и недостаточная длина получаемых заготовок.
На трехвалковых асимметричных вальцах (рис. 10.3) можно получать
заготовки длиной 1050 мм и диаметром 400—1500 мм Для сварных барабанов
из двух обечаек. Вальцы состоят из верхнего валка 7, переднего и заднего
боковых валков 3 и 2. Передний и задний боковые валки соединены между
собой жесткой связью и имеют возможность перемещаться в вертикальной и
горизонталь-ной плоскостях, что позволяет получать обечайки заданного
радиуса R по всей длине, в результате чего сокращается расход материала
и не используется газовая резка неподогнутых кромок. Неиспользование
газовой резки дает возможность уменьшить затраты времени на отрезание
неподогнутых кромок, съем и установку обечайки на вальцы. Недостатком
этого метода, как и предыдущего, является недостаточная длина получаемых
заготовок.
На четырехвалковых вальцах можно получить заготовки длиной
1050-2100 мм и диаметром 450—1500 мм для сварных барабанов из одной и
двух обечаек. На рис. 10.4 показана схема четырехвалкового стана. Он
состоит из двух основных валков, верхнего и нижнего, и переднего и
заднего боковых валков, которые могут перемещаться под углом а
относительно основных валков.
Заготовкой для обечайки служит стальная полоса размерами 16X950X4740,
16X950X1590 мм или стальной лист размерами 16X1050X2760, 16Х 1620Х 1880
мм. Материал заготовки — сталь СтЗ (ГОСТ 380—71). Прежде чем стальную
полосу или лист подвергнуть вальцовке, необходимо провести
подготовительную, разметочную и газорезательную операции. Сначала лист
устанавливают на специальный стол и выверяют его положение. Базой служит
боковая кромка листа (по длине листа). Далее на листе производят
разметку дефектной кромки шириной 30 мм и длиной, равной ширине листа, и
рабочих размеров листа. Базирование осуществляют перпендикулярно боковой
кромке листа. После очистки места реза заготовки от окалины, масла,
грязи производят отрезание дефектной кромки на газорежущем автомате
СГУ-1-60 и плазмотроне УВПР «Киев».
Технологический процесс операции вальцовки обечаек барабанов чесальных
машин можно разбить на восемь переходов (табл. 10.1). Сначала
поднимается задний боковой валок. Заготовка подается до заднего бокового
валка-упора для того, чтобы выверить переднюю кромку. При подгибке
кромок производится корректировка положения боковых валков с помощью
указателей на линейках боковых валков для обеспечения одинакового
радиуса на кромках. Рабочее давление верхнего и нижнего валков не более
5 МПа. Далее опускается задний боковой валок и смещается передняя кромка
заготовки до центра нижнего валка. В следующем переходе поднимается
передний боковой валок и подгибается одна кромка заготовки
предварительно по радиусу R. В четвертом переходе опускается передний
боковой валок, заготовка подается впе-ред настолько, чтобы можно было
совместить заднюю кромку ее с центром нижнего валка, поднимается
передний боковой валок, который будет служить упором для задней кромки
заготовки при выверке ее. В следующем переходе передний боковой валок
опускается, и выверенная задняя кромка совмещается с центром нижнего
валка. Далее поднимается задний боковой валок, подгибается вторая кромка
заготовки по радиусу R, устанавливается лист в горизонтальное положение
и вальцуется заготовка по диаметру D до тех пор, пока кромки приблизятся
друг к другу (зазор не более 3 мм), чтобы скорректировать боковые валки.
Рабочее давление 5 МПа.
Следующая операция — сварочная (прихватка). Прихватку
производят на вальцах без снижения рабочего давления. Кромки
прихватывают в трех, четырех местах по длине кромок с полным
проплавлением. Длина шва прихватки 20X4 мм. После этого заготовка с
вальцов снимается, зачищается поверхность кромок под сварку, снимаются
фаски на газорежущем автомате СГУ-1-60. На специальное приспособление
наматывается сварочная проволока диаметром 1,6 мм Св-08Г2С (ГОСТ
2246—70). Оправку устанавливают и крепят к обечайке. Кромки обечайки
сваривают на полуавтомате ПДПГ-500 в среде углекислого газа (шов без
усиления). Шов накладывается в четыре прохода: три с наружной стороны и
один с внутренней.
После сварки обечайка подвергается повторной вальцовке, для этого
обечайку устанавливают на вальцы и производят окончательную калибровку,
выдерживая размеры.

Рис. 10.2. Схема трехвалковых симметричных вальцов

Рис. 10.3. Схема трехвалковых асимметричных вальцов
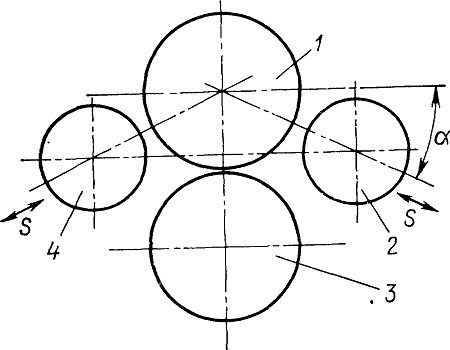
Рис. 10.4. Схема четырехвалкового стана:
1,2 — основные валки; 3,4 — боковые валки
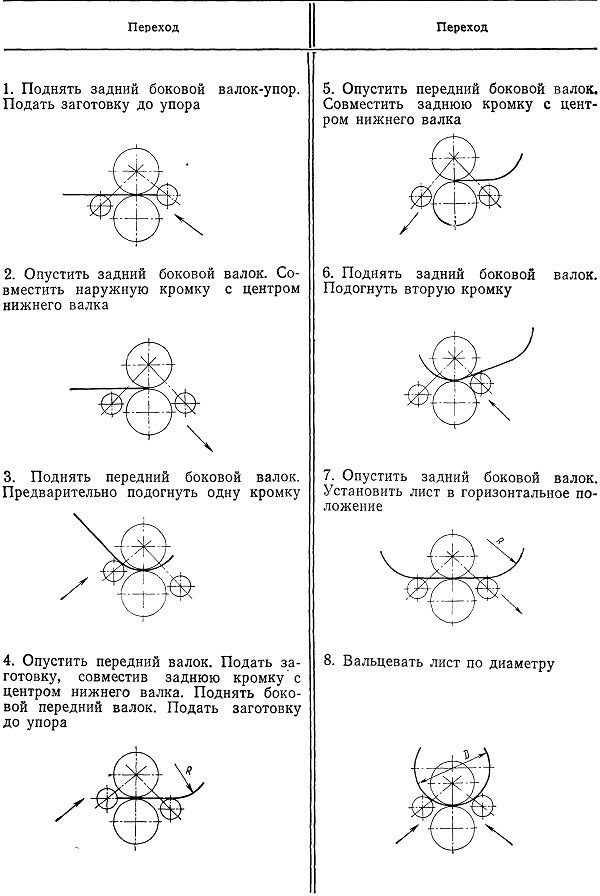
Таблица 10.1. Технологический маршрут вальцовки обечаек барабанов чесальных машин
содержание .. 70 71 72 73 74 75 76 77 78 79 80 ..