содержание .. 60 61 62 63 64 65 66 67 68 69 70 ..
Токарный станок сложной конструкции и работа часовщика на нем
Сверление деталей часов на токарном станке сложной конструкции
Токарный станок нельзя считать полностью укомплектованным без приспособления для сверления. Система, показанная на фиг. 364, представляет собой устройство для обработки цапф. Это приспособление особенно удобно при обработке относительно больших деталей. Мелкие детали предпочтительно обрабатывать ручным инструментом. Например, требуется просверлить в оси барабана отверстие для винта барабанного колеса. Операция должна выполняться в следующем порядке.
Сверло закрепляют в патроне приспособления, которое подводится к оси, установленной в цанговом патроне передней бабки. Ось смазывают большим количеством масла и устанавливают сверло в требуемом положении. Шпиндель передней бабки должен вращаться сравнительно медленно. Сверло слегка прижимают к детали, время от времени медленно его поворачивают и продолжают сверлить, постоянно очищая сверло. Перед вводом сверла в обрабатываемое отверстие возобновляйте смазку.
Если отсутствует центрирующее приспособление,
сверление можно выполнить следующим образом: деталь закрепляют в
передней бабке. Если деталь имеет вид стержня, используют цанговый
патрон. Если же деталь представляет собой пластину, как, например,
крышка барабана, то ее устанавливают в чашечном патроне. Сначала
штихелем отмечают центр, о чем сообщалось при изготовлении шеллачного
патрона. Подручник отодвигают и сверло зажимают в ручных тисках. Затем
подручник приближают, чтобы сверло оказалось на одном уровне с
высверливаемым отверстием (фиг. 365). Деталь заставляют вращаться и
сверло прижи-мают к обрабатываемой детали при очень небольшом давлении,
причем, сверло слегка поворачивают (приблизительно на пол-оборота). При
обработке латуни сверлу придается форма, показанная на фиг. 366. Если
сверло держат не перпендикулярно к поверхности детали, то оно может
сломаться, а отверстие будет иметь неправильную форму.
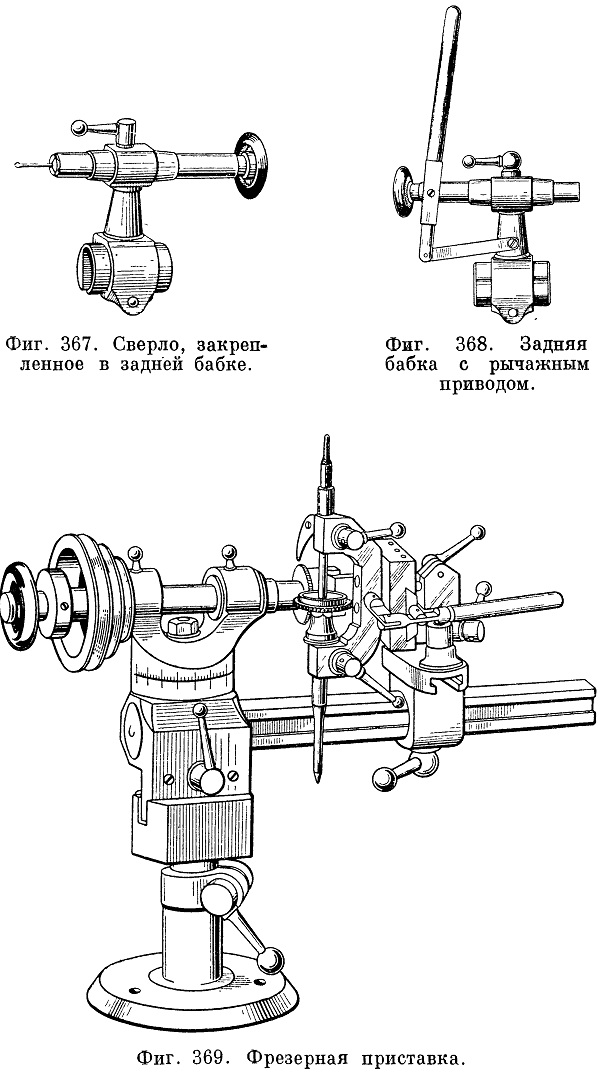
Для той же цели можно использовать заднюю бабку (фиг. 367), но при
сверлении без самоцентрирующего кондуктора для повторных работ
рекомендуется задняя бабка с рычажной подачей (фиг. 368).
Для обработки торцов деталей автор рекомендует использовать ручное
приспособление. Если же требуется обработать торцы у большого количества
деталей, то целесообразно применить приспособление, показанное на фиг.
369 и предназначенное для фрезерных работ.
Часовому мастеру так редко приходится самому обрабатывать колеса, что
вспомогательное приспособление, показанное на фиг. 370, не является
абсолютно необходимым. Установка некоторых вспомогательных
приспособлений сложна и требует больших затрат времени, поэтому их не
следует применять, если операцию необходимо выполнить один раз. То же
можно сказать об оборудовании для тонкого шлифования и приспособлении
для нарезания колес (фиг. 371).


Фиг. 370. Приспособление для нарезания колес.

Фиг. 371. Приспособление для прецизионной шлифовки.
Если невозможно использовать новое барабанное
колесо, следует его изготовить, воспользовавшись заготовкой. Сначала
заготовку опиливают до требуемой толщины колеса, затем короткий латунный
штифт забивают в полировальный круг, зажатый
в тисках, и колесо устанавливают в требуемом положении, чтобы оно могло
свободно вращаться (фиг. 372). Поверхность опиливают пропилочным
(параллельным) напильником, во время опиливания колесо будет вращаться,
чем достигается однородная толщина. Когда колесо будет уменьшено до
требуемой толщины, вырезают квадратное отверстие плотной посадки колеса
на квадрат вала барабана. Отверстие вырезается трехгранным надфилем.
Каждая из четырех сторон квадрата в колесе обрабатывается отдельно.
Четырехгранный надфиль для этой цели применять нельзя. Трехгранник
позволяет проникнуть в углы и произвести обработку с необходимой
точностью (фиг. 373). Когда опиловка колеса закончена, его можно
подвергнуть закалке и отпуску.
Для чистовой обработки колесо вновь устанавливают
на полировальном, круге, в котором закреплен штифт. По поверхности
колеса проводят несколько раз оселком, плотно прижимая его к поверхности
колеса. Иногда необходимо закрепить колесо вторым латунным штифтом между
зубьями колеса, чтобы последнее не вращалось. Вторую (лицевую)
поверхность колеса шлифуют оселком. Во время этой обточки колесо может
вращаться. Придерживая колесо указательным и большим пальцем левой руки,
проведите ребром нового оселка по поверхности колеса так, чтобы
штрих проходил примерно через центр колеса. Оселок перемещают вперед и
назад уверенными движениями, позволяя колесу в то же время медленно
вращаться. Эту операцию продолжают в течение нескольких оборотов колеса
(фиг. 374). На поверхности колеса получается красивый узор в виде
спиральных линий. Глубина спиральных линий определяется размером зерен
оселка. Если остальные детали часов имеют матовую отделку, отделка
колеса должна быть такой же. Все оставленные напильником царапины
удаляют так, как рекомендовалось раньше. Для этого на кусок зеркального
стекла кладут лист толстой почтовой бумаги и наносят на эту бумагу
небольшое количество крокуса, смешанного с маслом. Колесо придерживают
на бумаге закругленным концом деревянной чурки. Полировку производят
вручную. Первоначально колесо слегка прижимают, но постепенно ослабляют
нажим.

Во время обработки колесо необходимо вращать.
Поверхность, обработанная таким способом, будет тусклая, матовая. Если
требуется, чтобы отделка была блестящей, то на чистый сухой лист бумаги
насыпают немного сухого крокуса. После обработки смесью крокуса и масла
колесо промывают в бензине и сушат. Затем продолжают обработку
поверхности сухим крокусом точно так же, как смесью крокуса и масла.
Стальные детали подвержены коррозии. Для защиты от нее на металлы
наносят гальванические покрытия, либо изготовляют детали из нержавеющей
стали. Однако нержавеющая сталь обрабатывается с трудом. Она плохо
сверлится и обтачивается. В большинстве случаев детали часов изготовляют
из обычной стали, которая подвержена коррозии.
Большая часть стальных деталей в часовом механизме настолько хрупкая,
что невозможно удалить все следы коррозии.
Если спираль баланса в часах покрылась коррозией, очистить ее невозможно
и требуется поставить новую спираль. Если часы невысокого качества,
небольшие пятна коррозии можно устранить. Коррозия, разъедающая металл в
течение некоторого времени, создает раковины, удалить которые с
поверхности спирали баланса невозможно. Для этого применяют острый
инструмент, например нож с острым концом, которым слегка скоблят
пораженные места. Заостренную чурку смазывают маслом и ею осторожно
протирают места, с которых была удалена коррозия. Когда приходится
удалять коррозию с градусника, то в этом случае обработку производить
легче, так как имеется возможность снять большое количество металла,
например, наждачным бруском. Если нельзя удалить все раковины, то
следует протереть их острым прутком латуни, прижимая его к пораженной
детали; латунь заполняет раковины и изъязвления и таким образом
приостановит, если вовсе не устранит, дальнейшую коррозию. Градусник
затем полируют вручную. По окончании полировки на поверхности можно
заметить мелкие латунные точки, это места прежних
изъязвлений.
Если триб в сильной степени поражен коррозией, то его невозможно спасти,
но небольшую коррозию можно удалить. Из зубьев триба коррозия удаляется
инструментом, сделанным из простой швейной иглы и заточенной в форме
долота. На заостренный конец наносят смесь крокуса с маслом, которым
обрабатывают всю поверхность зубьев. Затем триб тщательно промывают в
бензине, на инструмент наносят диамантин, которым производят
окончательную обработку. Инструмент в конце концов примет форму зубьев и
все части триба будут отполированы. Ось триба полируют железным
полировальным инструментом и смесью крокуса с маслом, чистовая отделка
производится с помощью диамантина. Если приходится обрабатывать деталь,
к которой нельзя приложить давление, чтобы заполнить изъязвления,
например ходовое колесо, то вместо латунного друтка можно использовать
медную проволоку.
После удаления коррозии, заполнения медью или латунью оставшихся раковин
деталь следует отполировать, чтобы она выглядела как новая.
содержание .. 60 61 62 63 64 65 66 67 68 69 70 ..