содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..
МОНТАЖ СПИРАЛИ,
ИЗГОТОВЛЕНИЕ КОНЦЕВОЙ КРИВОЙ И РЕГУЛИРОВКА ЧАСОВ
Изготовление концевой кривой Бреге
Изготовление концевой кривой Бреге, названной по имени ее изобретателя
швейцарца А. Л. Бреге (1747—1823), производится следующим образом. На
фиг. 169 показана кривая, рассчитанная М. Филлипсом и выполненная М. Л.
Лоссье. Она известна как кривая Лоссье.
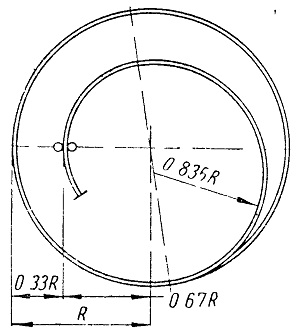
Для обеспечения большей точности слет дует начертить окружность, диаметр которой равен диаметру спирали баланса, провести дугу 83° радиусом, равным расстоянию штифтов градусника от центра, разделить пополам расстояние от сегмента 83° до внешнего витка на противоположной стороне спирали и найти таким образом центр (см. фиг. 170, с). Из этого нового центра описывают полуокружность с радиусом 1—2, соединяющую внешнюю окружность с сегментом 83°. Полученная фигура и есть форма введшего витка спирали.
Фиг. 169. Концевая кривая Лоссье.

Фиг. 170. Построение кривой Лоссье.
Конструкция, предложенная Лоссье, требует, чтобы сегмент 83° равнялся
0,67 радиуса окружности. Его надо разделить пополам. Для того чтобы это
стало более наглядным, вычерчивают окружность такого же размера, что и
спираль. Допустим, что мы выбрали новую спираль и проверили ее
прочность, так что этот диаметр является известной величиной (фиг. 170,
а). Примем диаметр
спирали равным 10 мм, тогда радиус должен быть 5
мм. Теперь возьмем 0,67 радиуса (фиг 170, б). Проводят дугу 83°
окружности этого диаметра, как на фиг. 170, б, и делят расстояние между
точками 2 и 3 (рис. 170, в), чтобы найти точку 1. Поставив циркуль в
точку 1 и соединив полуокружностью точки 2 я 3 (фиг. 170, в), получают
кривую Лоссье. Отрезок 0,67 r немного больше половины радиуса, так что
для всех практических случаев мы можем взять этот размер как половину
радиуса. Хотя точную кривую можно построить, это не значит, что
результаты будут идеальными.
Можно начертить серию кривых по Лоссье и выбрать необходимую кривую.
Спираль надо наложить на избранную кривую и придать ей требуемую форму.
На фиг. 171 дана серия концевых кривых, которые должны подходить для
большинства часов. Если
точный размер не указан, используют в качестве
руководства ближайший. Нижний ряд кривых дается для случая, когда штифты
градусника находятся далеко от центра или когда надо подогнать спираль с
концевой кривой для часов, первоначально предназначенных для плоской
спирали (фиг. 172). Штифты градусника должны находиться от центра на
расстоянии, равном радиусу спирали. Начертив две окружности, диаметры
которых равны радиусу первоначальной окружности, проводят общую
касательную линию к этим двум окружностям; концевая кривая должна
переходить в дугу малых окружностей и сливаться с внешней окружностью.
Это ясно видно на чертеже. Штифты градусника действуют в сегменте АВ
(фиг. 173); эта часть спирали располагается так, что она является
концентричной относительно центра градусника. Если этого не делать,
спираль будет деформироваться при перемещении градусника. Эта кривая
также является одним из видов кривой Филлипса, но для соответствия
математическим условиям штифты градусника должны быть в точке А.
Ту же кривую Лоссье можно использовать и для внутреннего витка и для
внешнего. Эту концевую кривую используют для спирали часовых механизмов
высокого класса. Для того чтобы спираль работала точно в центре, изгиб
кривой должен быть выполнен очень точно.
Существует два или три способа изготовления концевой кривой. Наиболее целесообразным автор считает способ, при котором спираль кладут плоско на плотную бумагу, захватывают внешний виток толстым пинцетом на расстоянии, равном 3/4 витка от свободного конца, и зажимают самый конец спирали другим толстым пинцетом. Затем первый пинцет опускают на верстак так, чтобы кончики его были слегка вдавлены в бумагу. Другой пинцет поднимают прямо вверх, значительно выше, чем должна быть законченная концевая, кривая (фиг. 174). Спираль теперь должна иметь приблизительно форму, показанную на фиг. 175. От точки, где спираль начинает изгибаться вверх, отмеряют возможно точнее дугу 25°—30° и, захватив спираль в этой точке толстым пинцетом
(фиг. 176), на расстоянии приблизительно 10—15° от
точки, где находится первый пинцет, зажимают спираль обоими пинцетами.
Первый пинцет держат неподвижно, а второй перемещают вниз так, чтобы
согнуть спираль. Спираль теперь должна быть такой, как на фиг. 177.
Передвинув пинцет по изгибу спирали, как на фиг. 178, пинцет в левой
руке держат неподвижно. Этот изгиб не должен быть сделан за одно
движение; пинцет перемещают вдоль спирали, немного поворачивая и
одновременно защемляя спираль. Левый пинцет подвигают дальше к концу и
окончательно поднимают концевую кривую вверх, сделав параллельными
плоскости спирали. Острых изгибов не следует делать, так как они могут
создавать трещины в металле. Такие трещины видимы только под
микроскопом, их действие выявляется лишь при работе часов.
Концевая кривая теперь выглядит так, как показано на фиг. 179. Следующий
шаг — образование изгиба концевой кривой. На фиг. 180 показан пинцет,
применяемый для этой операции. Концы
пинцета изогнутые, и если спираль захватить так,
как показано на рис. 180, она будет изогнута соответственно пунктирным
линиям. Изгибы концов пинцета не обязательно должны быть такими, как
желаемый изгиб спирали. Протяженность изгиба зависит от усилия,
приложенного к пинцету; необходимо проверить, правильно ли изогнут
пинцет, прежде чем приступать к выполнению операции. Только практика
может подсказать, какое усилие надо прилагать к спирали. Ряд фигур (фиг.
181) дает некоторое представление об этой операции. Выполнив все изгибы
концевой кривой, следует снова проверить ее плоскость, при этом изгиб
может быть немного изменен. На фиг. 182 показана законченная концевая
кривая.
Следует рассмотреть еще два способа, которыми пользуются в настоящее
время для изготовления концевых кривых. Согласно первому способу,
спираль берут пинцетом (фиг. 183); к спирали прилагают усилие, и она
изгибается более или менее резко. Пинцет затем перемещают вдоль спирали
до следующего положения и операция повторяется, но в противоположном
направлении, где спираль изгибается вниз под тем же углом. На фиг.184
показан изгиб спирали вниз. Способ этот надежный и не требует больших
затрат времени. Он применяется для обработки спирали из какого-либо
мягкого металла — инвара, элинвара или бериллия, т. е. из металла,
который мягче термообработанной стали. Вторым способом можно
пользоваться для изготовления концевой кривой стальной спирали. В этом
случае пользуются пинцетом, показанным на фиг. 185. На кончике пинцета
имеется латунный штифт или штифт из слоновой кости. Угол изгиба зависит
от диаметра этого штифта. Если диаметр штифта достаточно большой, угол
получается менее острым, если диаметр штифта меньше — угол изгиба
острее; угол изгиба спирали определяется также приложенным усилием.
При применении упомянутого способа спираль кладут на кусок мягкого
дерева и удерживают пинцетом в точке А, где должен быть первый изгиб
(фиг. 186). Спираль плотно зажимают пинцетом, но так чтобы она могла
перемещаться между концами пинцета. Затем медленно и осторожно погружают
концы пинцета в мягкое дерево, спираль при этом согнется вверх. На фиг.
187 хорошо видно, как это происходит. Определяют, где должен быть
следующий изгиб, переворачивают- спираль и повторяют операцию. В
результате спираль изогнется вниз, а виток, изогнутый вверх, станет
параллельным остальным виткам. На фиг. 188 показан изгиб вниз. А —
первый изгиб вверх, В — точка, где производится изгибание вниз. При
изгибании спирали любым из двух последних указанных способов следует
соблюдать большую осторожность, так как можно поломать спираль. Изгиб
острый и в последнем случае высота или ширина спирали изгибается по
очень короткой дуге. Вероятность излома мягкой спирали меньше.
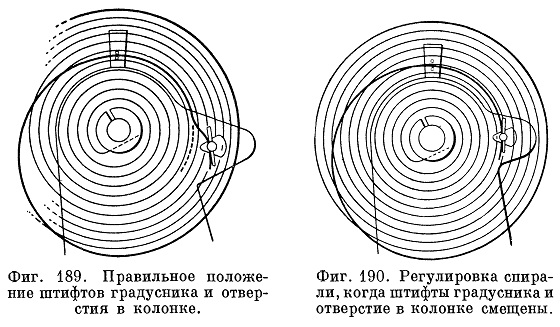
После изготовления концевой кривой надо заштифтовать спираль в колонке. Закрепив колонку на мосту баланса и установив спираль на балансе, вставляют баланс в механизм вместе с мостом баланса. Поворачивают баланс так, чтобы конец спирали прошел между штифтами градусника и вошел в отверстие колонки, для этого баланс надо немного поднять, чтобы получилось естественное провисание. Если спираль не проходит между штифтами градусника, снимают мост баланса и изменяют изгиб концевой кривой так, чтобы спираль проходила между штифтами градусника. То же самое надо сделать, когда отверстие колонки не совпадает с положением штифтов градусника. Если спираль проходит между штифтами
свободно, но не оказывается против отверстия
колонки, спираль изгибают (возможно ближе к колонке) так, чтобы она
вошла в отверстие. Спираль не следует проталкивать в отверстие, так как
при этом может быть нарушена ее центровка, а это вызовет боковое трение
в цапфах оси баланса и создаст множество других осложнений, и вся
тщательная работа, затраченная на образование правильной концевой
кривой, может оказаться напрасной. На фиг. 189 показана спираль,
входящая в отверстие колонки, когда она совпадает со штифтами
градусника. На фиг. 190 показана необходимая подгонка конца спирали,
когда отверстие колонки не совпадает со штифтами градусника.
Когда вся указанная подгонка произведена, спираль можно заштифтовывать в
колонке. Вынув баланс из механизма, снимают спираль с баланса.
Изготовляют такой же штифт, как для заштиф-товки в колодке, но только в
этом случае штифт длиннее (фиг. 191). Во всем остальном процесс остается
точно таким же: оставляют штифт на конце проволоки и отламывают, когда
спираль заштифтована. Мост баланса кладут плоско на верстак, вставляют
спираль в отверстие колонки и вставляют штифт, но не отламывают.
Держат мост баланса в пальцах и с помощью лупы проверяют его параллельность спирали. Если спираль не параллельна, штифт поворачивают пинцетом. Когда убеждаются в правильности положения спирали, отламывают штифт и запрессовывают его пинцетом с губками, как показано на фиг. 192. Короткое прямое отверстие может немного исказить дугообразность спирали. Если это
произошло, спираль выпрямляют, производя ее изгиб
возможно ближе к колонке.
Исправление деформированных спиралей сложно и не всегда приводит к
желаемым результатам. Некоторые деформированные спирали могут быть
исправлены, и если хорошо освоена операция по установке новой спирали,
то выпрямление погнутой спирали не встретит трудности. Если же спираль
деформирована сильно, бесполезно тратить время на ее исправление. Скорее
и надежнее поставить новую.




содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..