Заземлите станок подключением к общей цеховой системе заземления.
Подключите станок к электросети, проверьте соответствие напряжения сети
и электрооборудования станка.
Ознакомьтесь с назначением кнопок пульта и всех рукояток управления (см.
рис. 5), после чего проверьте работу всех механизмов станка. Выполните
все относящиеся к пуску станка указания, изложенные в разделах 7 и 8.
Рекомендуется опробовать работу станка на холостом ходу с включением
разной частоты вращения в течение двух часов.
Направление сверления |
Допустимое осевое усилие, Н |
Направление сверления |
Допустимое осевое усилие, Н |
 |
1100 |
 |
900 |
 |
1150 |
 |
1150 |
^
10.1. Настройка, наладка и режим работы сверлильного станка 2К52-1
После установки станка обратите внимание на его устойчивость и при необходимости закрепите основание (при работе на тяжелых режимах).
Зажим рукава на бочке и сверлильной головки на каретке осуществляется вручную, поэтому перед каждым изменением положения рукава и головки следует производить их отжим, а после поворота обязательно полный зажим.
В связи с конструктивными особенностями станка 2К52-1 (переносного типа), устанавливаемого обычно без жесткого крепления, режимы резания на нем назначаются более низкими по сравнению со станками стационарного типа.
Выбор режимов резания производится в зависимости от обрабатываемого материала и диаметра режущего инструмента. Рукоятка коробки подач устанавливается в положение, соответствующее выбранной механической подаче. Требуемую частоту вращения выбирайте двумя рукоятками, находящимися на лицевой стороне бочки, в соответствии с табличкой.
ВНИМАНИЕ! Переключать частоту вращения и подач можно только при остановленном шпинделе.
При сверлении обращайте внимание на правильную заточку сверла, так как обработка инструментом с неправильной заточкой значительно повышает усилие подачи и сокращает долговечность подшипников шпинделя.
Установка и отсчет требуемой глубины обработки производится по лимбу штурвального устройства с помощью рукояток.
10.2. Регулирование сверлильного станка 2К52-1
В процессе эксплуатации станка
возникает необходимость в регулировании отдельных его составных частей
для восстановления их нормальной работы.
Конструкция станка предусматривает возможность регулирования отдельных
элементов, детали которых изнашиваются в процессе эксплуатации.
Регулировка зажима бочки
на колонне производится поворотом гайки 1 (см. рис. 9) на угол,
соответствующий износу резьбы, и затем блокировкой гайки 2.
Зажим считается достаточным, если бочка не поворачивается на колонне
под действием усилия 1250 Н на конце рукава.
Зажим каретки на направляющих рукава можно отрегулировать поворотом
винта, воздействующего на прижим 7 (см. рис. 11). Зажим каретки
считается достаточным, если ее нельзя сдвинуть с места под действием
усилия 2500 Н.
При необходимости отрегулировать зазор между призматическими
направляющими рукава и каретки освободите зажимы эксцентриковых осей I
и II и поворотом этих осей установите необходимый зазор (до 0,05 мм).
При этом не должна нарушаться легкость перемещения каретки с головкой
по рукаву. После окончания регулировки затяните зажимы эксцентриковых
осей винтами.
Для облегчения усилия перемещения каретки по направляющим рукава на ней
установлены подшипники, с помощью которых каретка находится во
взвешенном состоянии по отношению к направляющим рукава. Регулировка
осуществляется поворотом торсионного эксцентрика до начала появления
зазора между передней направляющей рукава и кареткой.
Повышенный осевой люфт шпинделя устраняется подтяжкой гайки, доступ к
которой возможен после извлечения шпинделя из корпуса сверлильной
головки. Регулировка предохранительной муфты от перегрузок по осевой
силе производится двумя гайками 5 (см. рис. 14), которыми затягивают
пружину 4. Номинальное осевое усилие достигается настройкой на режимы,
причем при режимах, указанных в разделе 10.3, муфта обеспечивает
передачу осевого усилия 7500 ± 1000 Н (срабатывания — проскакивания
кулачков полумуфты 2 относительно кулачков полумуфты 1 — не
происходит).
Материал - сталь 45, ГОСТ 1050-74
Диаметр обработки - 25 мм
Инструмент - сверло Ø 25
мм по ГОСТ 10903-77
Частота вращения шпинделя - 160 мин -1
Подача - 0,125 мм/об
Скорость резания - 14,2 м/мин
Крутящий момент на шпинделе - 110 ± 10 Н-м
Осевая сила резания - 7500 ± 1000 Н
^
Неисправности |
Причина |
Метод устранения |
Станок не запускается |
Рукоятка 4 (см. рис. 5) находится в рабочем положении |
Переведите рукоятку в нейтральное положение |
Падение или отсутствие напряжения в питающей цепи |
Проверьте наличие и величину напряжения в сети |
|
Невозможно переключение блоков зубчатых колес рукоятками 1,5 (см. рис. 5) |
Блок зубчатых колес не входит в зацепление после нейтрального положения |
Отключите электродвигатель и на выбеге производите переключение |
Станок вибрирует |
Неправильно выбраны режимы резания, неправильно заточен режущий инструмент |
Измените скорость резания, подачи, заточку инструмента |
Отсутствие механизированного зажима - отжима колонны |
Разрегулировано реле времени зажима - отжима |
Отрегулируйте реле времени |
Отключение электродвигателя во время работы |
Срабатывает автоматический выключатель от перегрузки электродвигателя |
Уменьшите режимы обработки. Включите автоматический выключатель |
Станок не обеспечивает точность обработки |
Повышен зазор между призматической направляющей каретки и рукава |
Отрегулируйте зазор |
Неисправности |
Причина |
Метод устранения |
Насос охлаждения не работает |
Недостаток охлаждающей жидкости |
Долейте охлаждающую жидкость |
Отключается автоматический выключатель |
Проверьте электродвигатель. Включите автоматический выключатель |
^
11.1. Испытание станка 2К52-1 на соответствие нормам точности и
жесткости
Номер проверки |
Что проверяется |
Схема проверки |
Метод проверки |
Отклонение, мкм |
|
Допуска- емое |
Фактичес кое |
||||
1 |
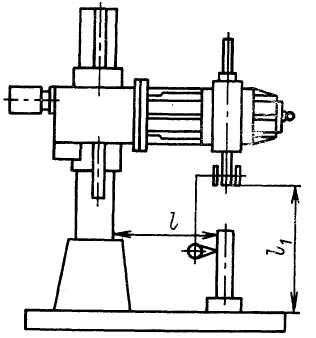
Плоскость рабочей поверхности фундаментной плиты |
 |
Рукав установить в среднее положение по высоте на колонне (l1 =685 мм). Сверлильную головку установить в среднее положение на рукаве (1 = 535 мм). На рабочей поверхности фундаментной плиты в заданном направлении на двух опорах одинаковой высоты установить поверочную линейку. Измерительными плитками или щупом измерить просвет между рабочей поверхностью линейки и поверхностью плиты. Проверку произвести в продольных, поперечных и диагональных направлениях плиты. |
50 |
30 |
2 |
Перпендикуляр- ность перемещения гильзы шпинделя к рабочей поверхности фундаментной плиты |
 |
Рукав установить в среднее положение по высоте (li = 685 мм) и закрепить. На шпинделе укрепить индикатор так, чтобы его мерительный штифт касался угольника. Угольник установить на линейке или на рабочей |
100 |
60 |
Номер проверки |
Что проверяется |
Схема проверки |
Метод проверки |
Отклонение, мкм |
|
Допуска- емое |
Фактичес кое |
||||
поверхности фундаментной плиты так, чтобы он был расположен перпендикулярно оси шпинделя. Гильзу шпинделя перемещать на длину хода 200 мм. Измерения производить в продольном и поперечном направлениях в начале (1 =320 мм) и на расстоянии 2/3 перемещения по рукаву (1 =620 мм) . Перед каждым измерением сверлильную головку закреплять. Отклонения в каждом направлении определяют как алгебраическую разность показаний индикатора в крайних верхнем и нижнем положениях |
|||||
3 |
Радиальное биение конического отверстия шпинделя: а) у торца шпинделя б) на расстоянии 300 мм от торца шпинделя |
 |
В отверстие шпинделя 1, выставленного перпендикулярно плите, плотно вставить контрольную оправку 2 с цилиндрической рабочей поверхностью. На плите станка укрепить индикатор 3 так, чтобы его измерительный наконечник касался цилиндрической поверхности оправки и был направлен к ее оси перпендикулярно образующей. Шпиндель привести во вращение. Измерения произвести не менее чем в двух взаимно перпендикулярных плоскостях. |
а) 20 б) 30 |
8 15 |
Номер проверки |
Что проверяется |
Схема проверки |
Метод проверки |
Отклонение, мкм |
|
Допуска- емое |
Фактичес кое |
||||
Биение определяют как наибольшую величину алгебраической разности показаний индикатора |
|||||
4 |
Параллельность перемещения сверлильной головки рабочей поверхности фундаментной плиты |
 |
Рукав устанавливают в среднее положение по высоте на колонне. Рукав и колонну закрепляют. На рабочей поверхности фундаментной плиты 1 в ее продольном направлении устанавливают поверочную линейку 4, Индикатор 3 укрепляют на шпинделе 2 так, чтобы его измерительный наконечник касался рабочей поверхности линейки. Сверлильную головку перемещают на всю длину хода. |
200 Допускается отклонение шпинделя только к плите при расположении сверлильной головки на конце рукава |
80 |
5 |
Относительное перемещение под нагрузкой сверлильной головки и фундаментной плиты |
 |
Рукав устанавливается в среднее положение по высоте на колонне (lj = 685 мм). Сверлильную головку передвигают от колонны на величину вылета, равную 640 мм. Между оправкой, вставленной в шпиндель, и рабочей поверхностью плиты помещают рабочий динамометр сжатия. Рукав и сверлильную головку закрепляют. Индикатор устанавливают на рабочей поверхности фундаментной плиты в поперечной плоскости станка, проходящей через ось шпинделя так, чтобы его измерительный |
||
Номер проверки |
Что проверяется |
Схема проверки |
Метод проверки |
Отклонение, мкм |
|
Допуска- емое |
Фактичес кое |
||||
наконечник касался нижней поверхности сверлильной головки около шпинделя. Между фундаментной плитой и оправкой, вставленной в шпиндель, создают с помощью механизма подачи шпинделя плавно возрастающую силу до заданного предела 5000 Н, направленную по оси шпинделя. Одновременно с помощью индикатора измеряют перемещение сверлильной головки относительно фундаментной плиты. За величину относительного перемещения принимают среднее арифметическое по результатам двух измерений |
|||||