Основание выполнено в виде жесткой отливки. Для повышения устойчивости
станка, а также для выставки зеркала плиты в горизонтальной плоскости
служат приставные опоры.
На основании монтируется цоколь, в котором устанавливается колонна,
вращающаяся на двух подшипниках. Колонна несет на себе бочку с рукавом
и сверлильной головкой.
К основанию крепится бачок для охлаждающей жидкости с насосом
(поставляется по требованию заказчика).
6.5. Бочка сверлильного станка 2К52-1
Бочка служит корпусом для ряда сборочных единиц: коробки скоростей,
механизма переключения, механизма подъема, механизма зажима и
электрооборудования.
6.5.1. Коробка скоростей сверлильного станка 2К52-1
Вращение от электродвигателя 1 (рис. 7) через муфту 2 передается на вал
1 и зубчатыми колесами 5 и 6 на вал II. Далее зубчатыми колесами 3, 4,
5, 20 с помощью четырехвенцового блока (колеса 16, 17, 18, 19) и
двухвенцового (колеса 12 и 13, вал III) вращение передается
 на
зубчатое колесо II рукава (через зубчатое колесо 10 вала IV).
на
зубчатое колесо II рукава (через зубчатое колесо 10 вала IV).
6.5.2. Механизм переключения скоростей
Механизм (рис. 8) предназначен для перемещения двух- и четырехвенцового
блока коробки скоростей. Установка частот вращения шпинделя производится
двумя рукоятками, расположенными на панельной стенке, посредством вилок
1 и 2.
6.5.3. Механизм подъема сверлильного станка 2К52-1
Механизм подъема (см. рис. 7) предназначен для механического подъема и
опускания бочки с рукавом. Привод осуществляется от электродвигателя 1
через включенное зубчатое колесо 6 с муфтой 7 на коническую пару 14, 15.
Коническое зубчатое колесо 14 связано с гайкой 9, которая, вращаясь по
неподвижному винту 8, осуществляет вертикальное перемещение бочки
вверх-вниз.

Рис. 7. Коробка скоростей и механизм подъема бочки
Для ручного опускания бочки предусмотрено подпружиненное коническое
колесо, хвостовик которого выведен на переднюю стенку бочки. Коническим
колесом пользуются в случае горизонтального расположения шпинделя для
облегчения выставки на заданную координату и производят механический
подъем бочки выше заданной координаты с последующим опусканием вручную.
В механизме подъема на случай износа гайки 9 предусмотрена
предохранительная гайка.
При
включении подъема (опускания) и появлении повышенного шума (муфта
подъема оказалась не включенной) необходимо рукоятку установить обратно
в нейтральное положение и снова включить подъем.

Рис.8. Механизм переключения скоростей
6.5.4. Механизм зажима сверлильного станка 2К52-1
Механизм предназначен для зажима бочки на колонне. Зажим-разжим бочки
производится рукояткой, расположенной на передней панели бочки.
Рукоятка воздействует на кольцевую рейку 4 (рис. 9), которая
поворачивает вал-шестерню 3, имеющую эксцентриситет, под действием
которого и происходит затягивание клеммы бочки.

Рис. 9. Механизм зажима бочки
6.6. Рукав сверлильного станка 2К52-1
 Рукав
(рис. 10) крепится к корпусу бочки и центрируется на ней деталью,
представляющей собой одновременно червячное колесо поворота рукава.
Рукав
(рис. 10) крепится к корпусу бочки и центрируется на ней деталью,
представляющей собой одновременно червячное колесо поворота рукава.
Рис. 10. Рукав:
1, 3 - полумуфты; 2 - зубчатое
колесо; 4 - вал; 5 - шайба;
6 - пружина; 7 - толкатель;
8 - сепаратор; 9 - шарик
Рукав поворачивается вручную рукояткой.
На валу 4 монтируется предохранительное устройство от перегрузок по
крутящему моменту, настроенное на заводе-изготовителе на крутящий момент
90 Н-м. При перегрузке устройство срабатывает, на что указывает:
— щелчок;
— прекращение вращения шпинделя под нагрузкой (без приложения нагрузки
шпиндель вращается) ;
— лицевание толкателя 7 с полумуфтой 3 (при снятом кожухе).
Приведение станка в рабочее состояние после срабатывания
предохранительного устройства производится двумя способами:
— резким вращением вручную в сторону противоположную вращению шпинделя,
в момент срабатывания. Щелчок и лицевание толкателя 7 с полумуфтой
3 указывает на включение предохранительного устройства;
— многократным (5- 6 раз) реверсированием вращения шпинделя станка при п
= 1600 мин -1.
ВНИМАНИЕ! Подрегулировка механизма предохранительного устройства с
целью увеличения усилия срабатывания недопустима, так как приводит к
поломке станка.
Если срабатывание предохранительного устройства повторится, необходимо
остановить шпиндель и устранить причины превышения крутящего момента.
6.7. Каретка сверлильного станка 2К52-1
Каретка (рис. 11) предназначена для крепления и перемещения сверлильной
головки по рукаву. Крепление головки на каретке осуществляется тремя
болтами, вставленными в кольцевой Т-образный паз. Сверлильная головка
поворачивается вручную при отжатых болтах.
Каретка перемещается по рукаву на двух подшипниках 1 и 2. Зажим каретки
на рукаве осуществляется эксцентриком 3, который воздействует на тягу 6
и
прижим 7.
При зажиме каретки на рукаве рукоятка 5 включает микропереключатель 4,
который замыкает цепь электромеханического зажима колонны.
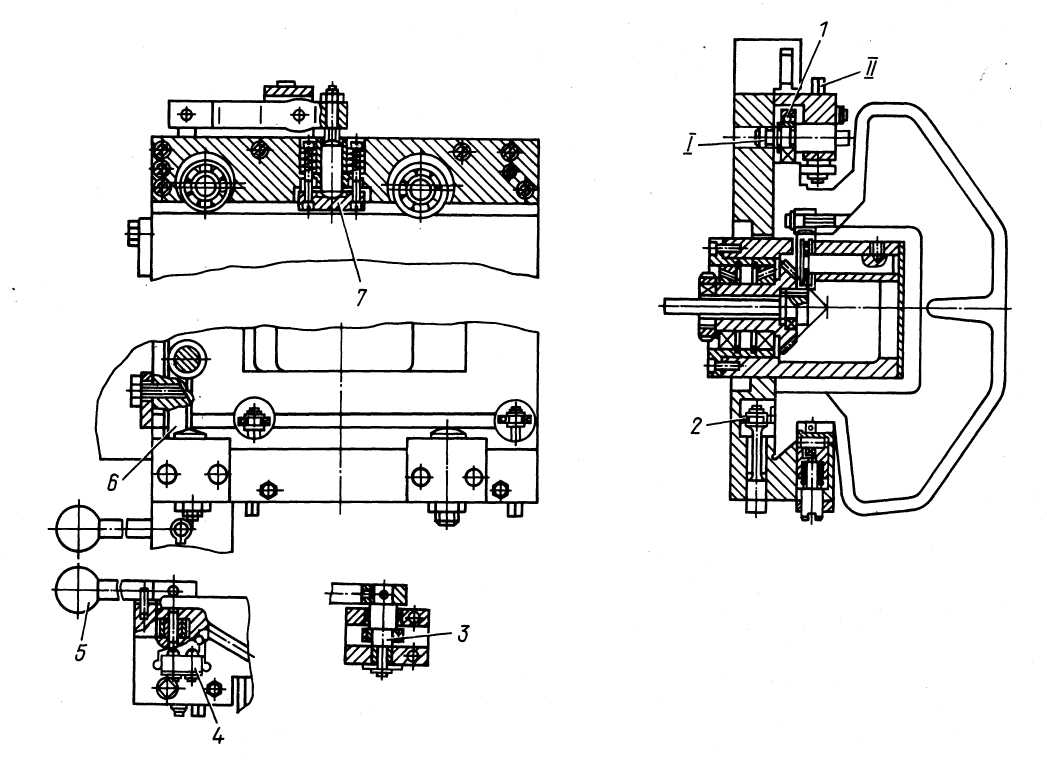
Рис. 11. Каретка
6.8.
Сверлильная головка сверлильного станка 2К52-1
Сверлильная головка состоит из привода шпинделя, коробки подач,
механизма подачи, штурвального устройства и механизма переключения
подач.
6.8.1. Привод шпинделя сверлильного станка 2К52-1
Привод (рис. 12) представляет собой механизм, передающий вращение с
приводного вала на шпиндель и коробку подач через конические колеса 6,
11 и цилиндрические 3 и 4.
Механизм состоит из двух валов: горизонтального 12 и вертикального 5.
Горизонтальный полый вал установлен на двух опорах и с левого торца
снабжен зубьями, обеспечивающими зацепление с коническим зубчатым
колесом, установленным в каретке. Перемещение сверлильной головки
производится при вращении маховика посредством зубчатых колес 8, 9, 10,
вала-шестерни 7, колеса 1 и рейки 2.
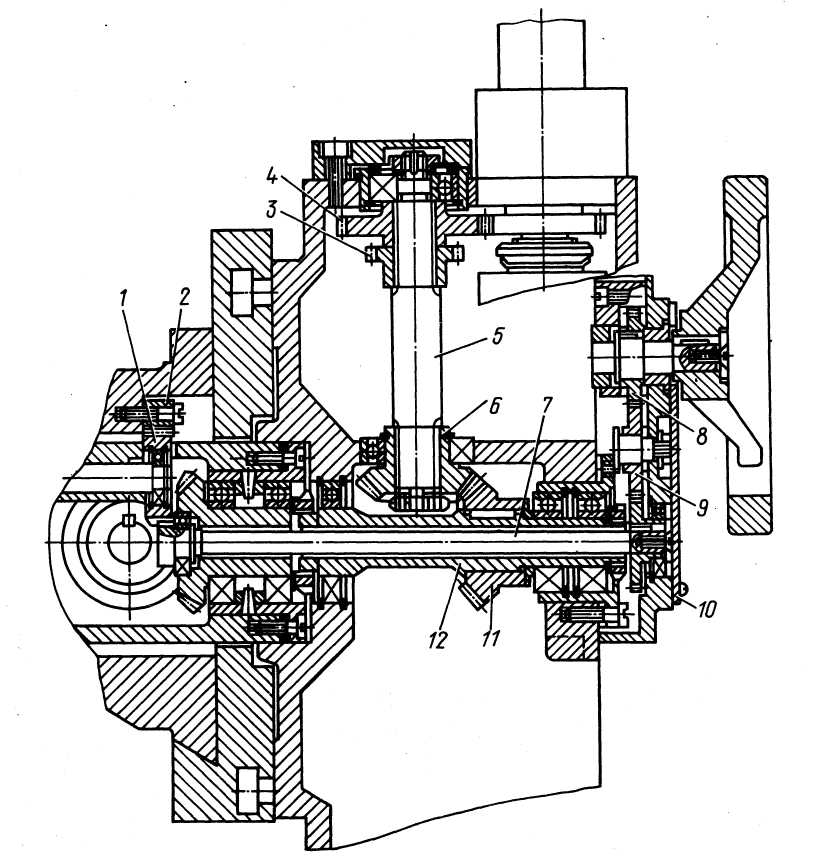
Рис. 12. Привод шпинделя
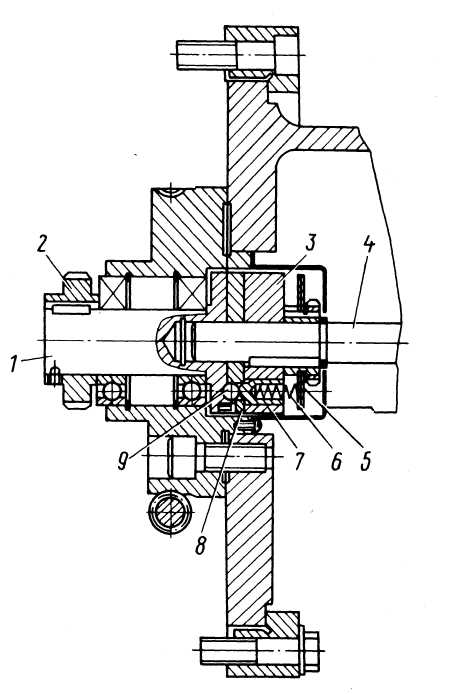
6.8.2 Шпиндель сверлильного станка 2К52-1
Шпиндель (рис. 13) предназначен для передачи вращения инструменту,
установленному в его корпусе.
Шпиндель монтируется на двух радиальных подшипниках 4 высокого класса
точности. Осевая нагрузка на шпиндель воспринимается соответственно
направлению одним из двух упорных подшипников 3.
Осевой люфт регулируется гайкой 1. Штырь 6 является жестким упором,
ограничивающим ход шпинделя в его крайних положениях.
Зубчатая рейка гильзы 2 шпинделя находится в постоянном зацеплении с
реечным зубчатым колесом вала штурвального устройства.
Шпиндель снабжен безударным выбивным устройством для удаления
инструмента из конического отверстия. Инструмент удаляется под действием
кулачка 5 на его хвостовик в крайнем верхнем положении шпинделя при
выдвинутом в крайнее левое положение штыре 6.

Рис.13. Шпиндель
6.8.3. Механизм подачи сверлильного станка 2К52-1
Коробка подач обеспечивает три механические подачи - 0,125; 0,2 и 0,315
мм/об.
Механизм подачи состоит из червяка 6 (рис. 14), получающего либо
механическое вращение от вала 3, либо ручное от маховика 7 тонкой ручной
подачи.

Рис. 14. Коробка подач и механизм подач
Червяк входит в зацепление с червячным колесом вала штурвального
устройства.
При необходимости тонкой ручной подачи рукоятку подач устанавливают ниже
подачи 0,2 мм/об, что соответствует нейтральному положению (символ
„Тонкий ручной подвод инструмента").
На станке имеется предохранительное устройство от перегрузок по осевой
силе. При перегрузках подпружиненная полумуфта 2 проскальзывает по
кулачкам неподвижной полумуфты 1.
Механизм предохранительного устройства в цепи подач настроен на
срабатывание при превышении максимально допустимого усилия подачи (5000
Н«с).
Если при работе под нагрузкой подача многократно выключается вследствие
срабатывания предохранительного устройства цепи подач, необходимо
остановить шпиндель и устранить причины превышения осевого усилия.
^
 Устройство
(рис. 15) представляет собой вал-шестерню 1, вращающийся
при включенной зубчатой муфте 8, несущей на себе червячное колесо 6 и
реечное зубчатое колесо, входящее в зацепление с рейкой, нарезанной на
гильзе шпинделя. Кроме того, на этом же валу находится спиральная
пружина 5, уравновешивающая шпиндель.
Устройство
(рис. 15) представляет собой вал-шестерню 1, вращающийся
при включенной зубчатой муфте 8, несущей на себе червячное колесо 6 и
реечное зубчатое колесо, входящее в зацепление с рейкой, нарезанной на
гильзе шпинделя. Кроме того, на этом же валу находится спиральная
пружина 5, уравновешивающая шпиндель.
Рис. 15. Штурвальное устройство:
1 - кнопка; 2 - лимб; 3 - штырь; 4 - жесткий упор; 5 - спиральная
пружина;
6 - червячное зубчатое колесо; 7 - вал-шестерня;
8 - зубчатая муфта;
9 - рукоятки
Ручная подача шпинделя осуществляется вращением рукояток 9 при
отключенной зубчатой муфте 8.
Для включения механической подачи рукоятки 9 подаются на себя. Этим
вводится в зацепление зубчатая муфта, передающая крутящий момент с
червячного колеса на реечное зубчатое колесо, сообщающее в свою очередь
через рейку осевое перемещение гильзы со шпинделем.
Для отключения подачи необходимо рукоятки 9 подать от себя. Отключение
подачи возможно также с помощью жесткого упора 4.
При работе с жестким упором лимбом 2 устанавливается глубина сверления
и кнопка 1 вводится в зацепление с лимбом. При достижении заданной
глубины лимб штырем 3 находит на упор 4 и подача отключается
предохранительным устройством.
ВНИМАНИЕ! При замене пружины уравновешивания шпинделя, а также в
процессе сборки штурвального устройства необходимо произвести
предварительные натяг пружины. Для этого надо повернуть рукоятки на два
полных оборота относительно корпуса, в котором устанавливается пружина.
Шпиндель при этом должен находиться в крайнем верхнем положении.
7. ЭЛЕКТРООБОРУДОВАНИЕ сверлильного станка 2К52-1
7.1. Характеристика электрооборудования сверлильного станка 2К52-1
Электроаппаратура (за исключением нескольких аппаратов) смонтирована на
панели управления с задней стороны бочки станка.
На станке установлен один трехфазный коротко-замкнутый асинхронный
электродвигатель мощностью 1,5 кВт для привода шпинделя и перемещения
бочки. По особому заказу могут быть установлены электронасос Х14-22М и
электромеханическая зажимная головка.
В станке могут применяться следующие значения напряжения переменного
тока:
силовая цепь 3 (50, 60 Гц) - 220, 380, 400, 415, 440 В;
цепь управления 50, 60 Гц - 110 и 220 В;
цепь местного освещения 50, 60 Гц - 24 В;
цепь сигнализации 50, 60 Гц - 5 В.
Выбор рабочего напряжения силовой цепи и цепи управления производится
заказчиком. Если параметры электрической сети заказчиком не указаны, то
станок поставляется со следующими значениями напряжения:
силовая цепь 3 (50 Гц) - 380 В;
цепь управления - 110 В.
Расход электроэнергии при использовании номинальной мощности главного
привода, включенном электронасосе охлаждения и приводе
механизированного зажима - не более 2,1 кВт/ч.
^
П ри
первоначальном пуске станка необходимо внешним осмотром проверить
надежность заземления и качество
монтажа электрооборудования. С помощью органов управления проверьте
четкость срабатывания магнитных пускателей и реле, а также направление
вращения электродвигателей. Только убедившись в четкой работе всех
электроаппаратов и правильном вращении электродвигателей, можно
приступать к опробованию станка в работе. На рис. 16 приведена
принципиальная электрическая схема для всех конструктивных исполнений
станка.
ри
первоначальном пуске станка необходимо внешним осмотром проверить
надежность заземления и качество
монтажа электрооборудования. С помощью органов управления проверьте
четкость срабатывания магнитных пускателей и реле, а также направление
вращения электродвигателей. Только убедившись в четкой работе всех
электроаппаратов и правильном вращении электродвигателей, можно
приступать к опробованию станка в работе. На рис. 16 приведена
принципиальная электрическая схема для всех конструктивных исполнений
станка.
Рис. 16. Принципиальная электрическая схема
7.2.1.Перечень элементов принципиальной схемы сверлильного станка 2К52-1
Обозначение по схеме (рис. 16) |
Наименование |
Количество |
Е1 |
Светильник НКС01х100/П20-0,5 |
1 |
F1 |
Выключатель АЕ2026-10УЗ |
1 |
F2 |
Выключатель АЕ2026-10УЗ |
1** |
F3, F4 |
Реле тепловое РТБ-0 |
2* |
F5, F6 |
Предохранитель ПРС-6-П с плавкой вставкой ПВД-2 (ток плавкой вставки 2А) |
2 |
К1, К2, К3 |
Пускатель магнитный ПМЕ-111У3 |
3 |
К4, К5 |
Пускатель магнитный ПМЕ-111УЗ |
2* |
К6, К7 |
Реле времени РВП-72-3221-00У4 |
2* |
М1 |
Электронасос П-25МУХЛ4 |
1** |
М2 |
Электродвигатель АИР80В4У3 |
1 |
М3 |
Электромеханическая зажимная головка |
1* |
Н1 |
Арматура сигнальная, цвет плафона зеленый АС-0 |
1 |
S1 |
Кнопка КЕ-201УЗ |
1 |
S2 |
Кнопка КЕ-181УЗ |
1 |
S3, S4 |
Микропереключатель МП1107, исп. 1 |
2 |
S5, S6 |
Микропереключатель МП1105, исп. 1 |
2 |
S7, S10 |
Кнопка КЕ-181УЗ |
2* |
S8, S11 |
Микропереключатель Д703 |
2* |
S9 |
Тумблер ТП1-2 |
1* |
S12 |
Тумблер ТП1-2 |
1 |
Т1 |
Трансформатор ОСМ1-01УЗ |
1 |
Х1 |
Колодка ШР32П12ЭШ1 |
1* |
- |
Вставка ШР32 У12НГ1 |
1* |
Х1 |
Колодка ШР28 П7ЭШ9 |
1 |
- |
Вставка ШР28 П7НГ9 |
1 |
Х2 |
Колодка ШР16 П2ЭГ5 |
1 |
- |
Вставка ШР16П2НШ5 |
1 |
Х3 |
Колодка ШР20ПЗЭ17 |
1* |
- |
Вставка ШР20 ПЗНШ7 |
1* |
* Для станка с электромеханизированным зажимом колонны.
** Для станка с электронасосом.
7.2.2. Номинальные данные аппаратов, изменяющиеся в зависимости от
напряжения питающей сети и конструктивного
исполнения сверлильного станка 2К52-1
Обозначение по схеме (рис. 16, 17) |
Напряжение, В |
|||
220 |
380 |
400 |
440 |
|
F1 |
8А |
6А |
6А |
6А |
F1* |
10А |
6А |
6А |
6А |
F2 |
1А |
0,6А |
0,6А |
0,6А |
F3 |
8А |
4,5А |
4,5А |
4,5А |
F4 |
3,2А |
1,6А |
1,6А |
1,6А |
F5, F6 |
2А |
2А |
2А |
21А |
* Для станка с электромеханизированным зажимом колонны