Ремонт будильников начинают с разборки и определения дефектов.
Вынув механизм из корпуса, снимают стрелки. Сигнальную стрелку
нельзя поворачивать, так как можно согнуть или сломать
сигнальный штифт, а, слегка покачивая из стороны в сторону,
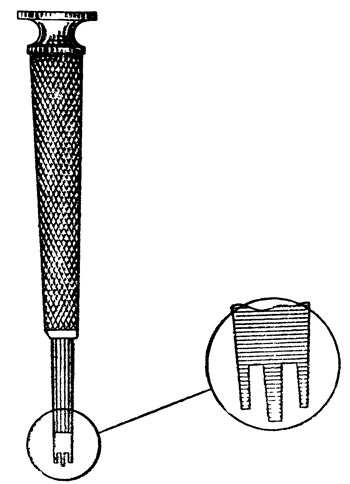
нужно тянуть ее на себя. Для отвертывания и завертывания шайбы
головки малогабаритных будильников, закрепляющей механизм в
корпусе, рекомендуется фасонная отвертка (рис. 177).
Рис. 177. Фасонная отвертка
Затем снимают циферблат, под-циферблатные
колеса и, удалив штифт колонки, закрепляющий волосок,
освобождают последний от регулятора. Отвинтив центровой винт,
снимают баланс с волоском. Для ускорения работы по отвертыванию
центровых винтов и гаек рекомендуются ключи — рис. 178 (а и б).
Ходовую пружину заводят до конца и связывают шпагатом или
проволокой — так легче собирать механизм.
После этого отвинчивают две гайки,
закрепляющие платину, заранее вставив стержень в промежуточное
колесо, чтобы не сорвалась пружина, снимают вилку и, сняв
стержень, спускают медленно колеса, придерживая их пальцем.
После снятия платин и полной разборки механизма удаляют минутный
триб. Для этого пятку оси центрального колеса упирают во
что-нибудь твердое, затем между платиной и трибом центрального
колеса подкладывают плоскогубцы и ударяют молотком по
плоскогубцам (осторожно, чтобы не ударить по колесу) или туда же
подкладывают плоскогубцы и, держа их в руке на весу, бьют
молотком по пятке оси. Пятку следует зачистить от возможных
забоин. Разработанные
отверстия в платанах стягивают овальным пуансоном либо при
сильно разработанных отверстиях в них втачивают футер.
Для этого в два раза разверткой увеличивают диаметр отверстия в
платине, снимают образовавшиеся с обеих сторон заусенцы и с
наружной стороны делают небольшую зенковку.
В латунном прутке просверливают отверстие, которое должно быть
несколько меньше, чем Д цапфа триба.
Просверленный кусок прутка отрезают лобзиком, надевают на
державку (рис. 179) и вытачивают небольшим конусом футер. С
конусной стороны нужно сделать сверху зенковку. По длине футер
должен быть равен толщине платины. В отверстие платины он должен
входить на 2/3 длины плотно от руки, затем ударом молотка по
плоскому пуансону футер осаживают в платину.
С наружной стороны футер слегка расклепывают, положив платину на
наковальню. Разверткой с внутренней стороны увеличивают
отверстие для цапфы, снимают заусенцы и отполировывают
отверстие.
В случае, если разработанное отверстие приобрело овальную форму,
замеряют диаметр цапфы и намечают центр отверстия; для этого:
а) плотно вставляют пруток в противоположное неповрежденное
отверстие и, вынув, замеряют его диаметр штангенциркулем;
б) через неисправное отверстие наносят на
платине две взаимно перпендикулярные линии, отмечая его центр;
в) увеличивают отверстие разверткой в два раза и раззенковы-вают
с обеих сторон;
г) заклепывают отверстие латунной пробкой;
д) по нанесенным на платине взаимно перпендикулярным линиям на
пробке продолжают эти линии, тем самым находят центр отверстия в
месте пересечения линий.
е) просверливают отверстие и разверткой доводят его до
необходимого размера, с наружной стороны делают зенковку и
отверстие полируют.
Биение колес — осевое и радиальное — проверяют на большой
ангренаж-машине или на токарном станке, для чего ось колеса
помещают между спицами и к колесу подводят подручник. Если
колесо имеет большое радиальное биение, лучше подобрать новое
ко--лесо. Если колесо бьет в осевом направлении, его выравнивают
плоскогубцами.
Цапфы трибов проверяют через лупу и, если на них имеются риски,
их полируют воронилом на финагеле. Если цапфа сильно изношена,
ее обтачивают и отполировывают на токарном станке. При этом
отверстие в платине стягивают специальным пуансоном или
вставляют футер. Согнутую цапфу выравнивают гладкими
плоскогубцами и отполировывают.
Для установки новой цапфы в оси просверливают отверстие на
токарном станке с помощью специального приспособления
(«флажка»).
Глубина отверстия для цапфы должна быть в два раза больше высоты
цапфы, а диаметр отверстия должен быть несколько больше толщины
цапфы. Затем обтачивают цилиндрический штифт, входящий в
отверстие от 1/2 до 3/4 глубины отверстия. После этого штифт
запрессовывают молотком до упора. На токарном станке цапфу
обтачивают по отверстию и полируют. Если стенка оси после
сверления оказалась тонкой и есть опасность, что она во время
запрессовки штифта может лопнуть, то до запрессовки
рекомендуется плотно надеть на ось шайбу, а после изготовления
цапфы шайбу сточить.
Если при проверке колес окажется, что зуб погнут, упирают
отвертку в основание соседнего зуба и отгибают согнутый зуб в
обратную сторону. После выравнивания зуб исправляют напильником
барет. Необходимо проверить все зубья колес и, если среди них
имеются деформированные, с заусенцами или рисками, то их
необходимо также исправить баретом.
Рис. 180. Способы вставки новых зубьев в колеса:
1 — выпилить ласточкин хвост; 2 — просверлить сбоку отверстие и
сверху прорезать
Для вставки нового зуба рекомендуются два способа:
1. В основании колеса выпиливают гнездо в виде ласточкина хвоста
1 (рис. 180) и вставляют заготовку зуба, выпиленного по той же
форме и размеру.
2. Сбоку колеса
просверливают отверстие, а сверху пропили-вают прорез 2 (см.
рис. 180) и вставляют в него заготовку зуба.
В указанных способах пруток для изготовления зуба необхо* димо
нагартовать проковкой.
После закрепления заготовки зуба в колесе ее необходимо слегка
расклепать и пропаять. Паять зубья надо аккуратно, не на-правляя
на колесо сильную струю огня, чтобы не отжечь колесо. Затем
нужно отрезать лишний металл и выпилить зуб напильником-баретом,
придавая новому зубу форму и высоту смежных.
Подогнутый, стершийся или сломанный штифт триба необходимо
заменить новым.
Штифт должен быть цилиндрическим, хорошо отполированным, по
толщине равным остальным штифтам.
Рекомендуется штифт триба вытачивать на токарном станке. Готовый
штифт вставляется в отверстия шайб, после чего входное отверстие
шайбы стягивается кернением.
В центровом винте после продолжительной работы оси образуются
односторонние раковины. Если нет возможности заменить центровой
винт, то можно использовать старый, повернув его на 90 или 180
градусов относительно прежнего положения, соответственно
переместив и второй винт. Конусное углубление в центровом винте
необходимо отполировать, для чего винт сначала отшлифовывают
чуркой с набранным на нее маслом, снятым с точильного камня,
промывают в бензине и отполировывают чуркой с крокусом, затем
снова промывают в бензине и прочищают сухой и чистой чуркой.
Рис. 181. Заточка оси баланса на токарном станке точильным
камнем:
1 — центра; 2 — точильный камень; 3 — ролик с шелковой ниткой
Исправление цапф, т. е. затачивание осей баланса, является
обязательным, так как стершиеся и затупившиеся концы оси резко
ухудшают ход часов. Исправляют ось следующим обр.азом. На
специальной спице токарного станка исправляют ось точильным
камнем (рис. 181). Ось баланса ввинчивают в ручные тиски и на
финагеле затачивают мелким точильным камнем, поворачивая тиски
из стороны в сторону, как при опиловке штифта, после чего .ось
полируют ворюнилом. Цапфы баланса необходимо проверить, .как
проверяют цапфы трибов. Если окажутся риски, царапины, то мх
надо снять полировкой.
Баланс нужно обязательно проверить в циркуле (восьмерке)
или на перевес — машинке. При необходимости уравновесить обод в
нем высверливают неглубокие отверстия.