содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..
6.4 ТЕХНИЧЕСКИЙ УХОД ЗА ПИЛЬНЫМ АППАРАТОМ ПИЛЫ УРАЛ-70 / УРАЛ-76
С целью увеличения срока службы пильной шины необходимо регулярно
очищать паз пильной шины от загрязнения и опилок, а также отверстие для
впуска масла.
Во избежание одностороннего износа полотна пильной шины необходимо
ежедневно, а также после каждой замены пильной цепи его переворачивать.
Необходимо также производить замер глубины паза шины. Если глубина паза
составляет менее 6,7 мм -пильную шину заменить.
6.5 ЗАТОЧКА ПИЛЬНОЙ ЦЕПИ ПИЛЫ УРАЛ-70 / УРАЛ-76
Острая и правильно заточенная цепь легко врезается в древесину даже при
незначительном нажиме, образуя ровный пропил. При работе с тупой цепью
приходится прикладывать значительно больше усилий, при этом пропил
получается неровным и ворсистым, происходит быстрый износ цепи и полотна
шины. Неправильная заточка пильной цепи увеличивает степень отдачи при
пилении.
При заточке пильной цепи необходимо учитывать следующее:
- режущий элемент цепи (режущее звено) состоит из режущего зуба и
ограничительного выступа. Толщина срезаемой стружки определяется
разницей в высоте между этими элементами (Б), которая должна составлять
(0,8±0,125) мм (чем тверже древесина, тем меньше должна быть величина
этого зазора). При заточке ограничительного выступа использовать плоский
напильник.
При ручной заточке цепи использовать напильник круглый цилиндрический
диаметром 5 - 6 мм. Рекомендуемые углы заточки - в соответствии с
рисунком 20. Ручная заточка пильной цепи производится непосредственно на
бензопиле, при этом цепь должна быть натянута. Слабое натяжение
затрудняет правильную заточку ( допускается затягивать цепь, зажатой в
тиски).Углы у всех зубьев должны быть одинаковыми ( при неодинаковых
углах пропил получается неровный; ход цепи -неравномерный, происходит
быстрый износ цепи).
Заточку режущих звеньев производить с внутренней
стороны только движением напильника вперед, при обратном движении
напильник не должен касаться режущей кромки зуба.
Протачивать все зубья необходимо одной и той же длины. Когда режущие
кромки зуба уменьшатся до 4мм, цепь считается изношенной и ее необходимо
заменить.
После заточки очистите пильную цепь от опилок и поместите ее в масляную
ванну на
5 - 10мин.
Примечание: Наиболее правильную заточку пильной цепи можно выполнить в
мастерской на специальном электрозаточном станке.
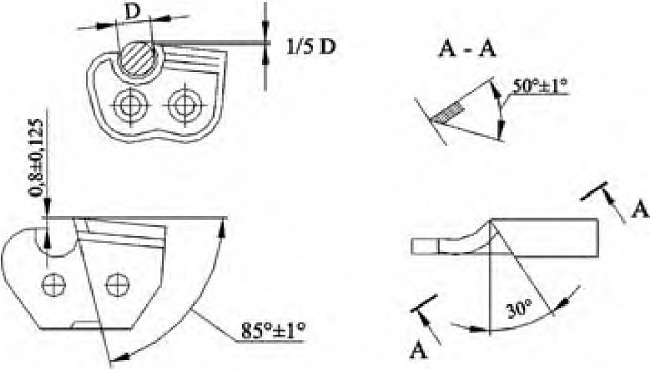
Рисунок 20 - Геометрические параметры зубьев пильной цепи
содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..