содержание .. 130 131 132 133 134 135 136 137 138 139 ..
|
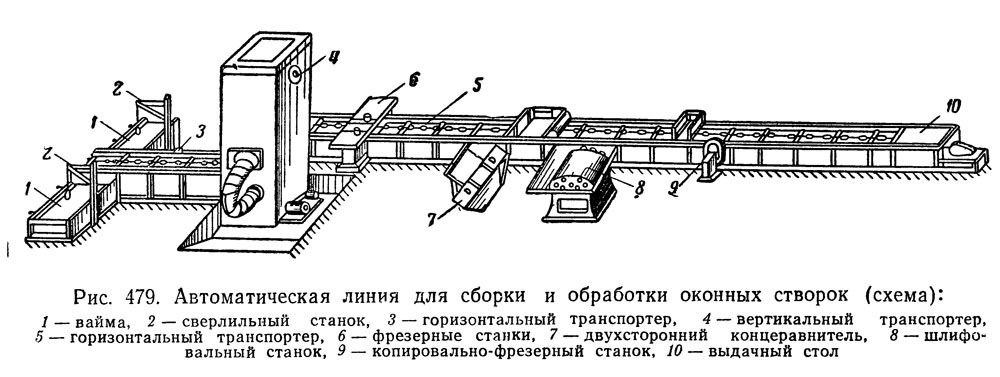
Автоматическая линия для сборки и обработки оконных створок
Для сборки и обработки оконных створок сконструирована автоматическая линия (рис. 479), которая состоит из двух горизонтальных и одного вертикального транспортеров. Горизонтальные транспортеры соединяют станки и механизмы. Вертикальный транспортер в виде движущихся полок находится в сушильной камере. В
сушильной камере при температуре воздуха до 70°С оконные створки
проходят сушку. Находятся они в сушильной камере 40 мин. и за
это время происходит твердение клеевых швов в соединениях
створок. В сушильную камеру оконные створки после сверлильного
станка поступают с первого горизонтального транспортера 3 и из
камеры автоматически выталкиваются на второй горизонтальный
транспортер. При дальнейшем движении на втором транспортере
оконные створки поступают к двум фрезерным станкам, где
обрабатываются продольные кромки, потом двухсторонним
кон-церавнителем обрезаются поперечные кромки. Далее на
трехцилиндровом шлифовальном станке оконные створки шлифуются и
по транспортеру поступают на специальный копировально-фрезерный
станок, где выбираются фальцы под форточки. После окончательной
обработки оконные створки поступают на стол выдачи.
|
содержание .. 130 131 132 133 134 135 136 137 138 139 ..