содержание .. 130 131 132 133 134 135 136 137 138 139 ..
|
Наставка-забойник для крепления отливного бруска
Для крепления отливного бруска пользуются металлической наставкой-забойником (рис. 473). Сначала забивают гвоздь через капельную канавку, но не полностью, располагая его под углом 25—30°, затем наставку опирают выступом 1 на шляпку гвоздя и ударами молотка по торцу забивают его до отказа. Наставка при этом получает соответствующее направление благодаря язычку 2, скользящему по нижней пласти отбивного бруска. Такое крепление дает большую прочность, предупреждает раскалывание кромки и механические повреждения отлива в месте забивки гвоздя.
Рис. 474. Схемы поточной сборки оконных переплетов: 1 — столы для деталей, 2 — стол для намазки деталей клеем, 3 — стол предварительной сборки на клею, 4 — вайма для окончательной сборки, 5 — столик для электросверлилки, 6 — столик для инструмента, 7 — столик для нагелей и инструмента подсобного рабочего, 8 — стол для собранных переплетов, 9 — дисковая пила с двумя дисками, 10 — стол для переплетов, прошедших дисковую пилу, 11 — верстак для окончательной зачистки, 12 — верстак для предварительной пригонки форточек, 13 — подставки, 14 — столик для нефальцованных форточек. 15 — фрезер для фальцовки форточек, 16 — столик для фальцованных форточек, 17 — верстак для окончательной пригонки форточек
Обычно сборка столярных изделий из заранее заготовленных деталей
состоит из двух последовательных этапов — предварительной сборки
«насухо» и сборки «на клею». Поточный способ сборки исключает
необходимость сборки «насухо», но предусматривает
предварительный тщательный отбор всех деталей машинной заготовки
и проверку соответствия их техническим условиям. Поточная сборка
изделий состоит из трех последовательно выполняемых основных
операций — сборки «на клею», скрепления нагелями и зачистки.
Рис. 475. Шаблон для выверки углов
После зажима переплета столяр сверлит в нем электродрелью
отверстия для нагелей, а подсобный рабочий смазывает нагели
клеем, забивает их и обрезает концы ножовкой или стамеской.
Допустимые отклонения от номинальных размеров
Сборку оконных створок одинаковой толщины производят в
гидравлической вайме. Собирают зимнюю и летнюю створки в
отдельности. Последовательность операций сборки такая: ставят
угольники, навешивают створки, затем ставят планки для стяжных
винтов, стяжные винты, раскладки, отлив и замок. .
|
||||||||||||||||||||||||

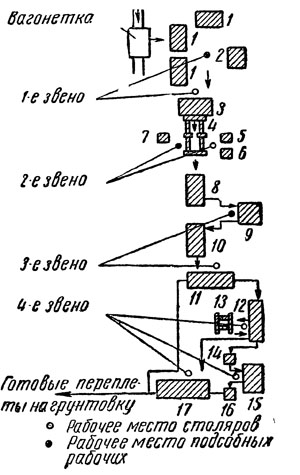


Рис. 476. Последовательность сборки коробки и
навески створок со спаренными переплетами одинаковой толщины:
а - сборка коробки, б — постановка полупетель в зимних створках, в —
постановка обрамления, г — установка планки для замка, д — навеска
створок
содержание .. 130 131 132 133 134 135 136 137 138 139 ..