содержание .. 90 91 92 93 94 95 96 97 98 99 ..
|
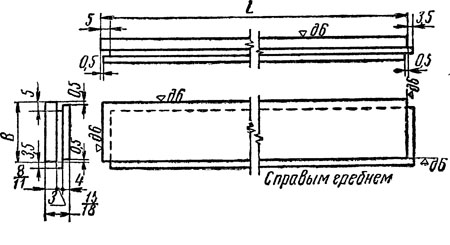
Штучный паркет
Опыты обработки березовой клепки в
петролатуме—маслянистой жидкости, получаемой при переработке
нефти, — показали весьма положительные результаты, так как
береза приобретает новые очень ценные свойства: резко изменяется
ее влагоемкость и повышается сопротивление истиранию. Для этой
цели обрабатывать древесину березы необходимо в два приема.
Вначале пиломатериал, предназначенный для изготовления паркета,
сушится в петролатуме. Затем паркетная дощечка пропитывается
петролатумом еще раз, так как в процессе изготовления паркета
часть пропитанного слоя снимается. Производство паркета из
березовой древесины, пропитанной в петролатуме, не уступает по
качеству дубовой и в то же время почти в два раза дешевле.
Наряду с этим наличие некоторого количества петро-латума в
поверхностных слоях древесины позволяет поддерживать чистоту и
хороший вид пола, протирая его сухой щеткой без применения
мастики.
Рис. 384. Штучный паркет
Рис. 385. Паркетно-строгальный станок ПАРК-1
инструмента и наладку станка. А на наладку
станка ПАРК-1 иногда тратилось до 25% рабочего времени. Низкой
стойкостью обладали и вставные ножи горизонтальных фрезерных
головок, которыми обрабатывалась плоскость паркетной дощечки. На
Ростовском-на-Дону домостроительном комбинате стальная фреза
была заменена паркетной фрезой новой конструкции со сменными
вставными ножами, армированными твердым сплавом марки IBK15.
Представляет собой фреза стальной диск диаметром 185 мм, на
котором расположены сменные ножи, формирующие боковые плоскости
паркетной дощечки, и сменные ножи-пилочки, формирующие шпунт.
Ножи крепятся клиньями, которые затягиваются винтами, а
ножи-пилочки крепятся болтами № 8 с помощью упругих шайб.
Вставные ножи горизонтальных фрезерных головок также заменены на
твердосплавные.
Паркетный концеравнитель ПАРК-2
Для оторцозки с двух сторон паркетных
дощечек с одновременной выборкой в них пазов применяется
паркетный концеравнитель ПАРК-2. также неточности линейных размеров. Брак лицевой плоскости и кромок объясняется тем, что дощечки, поступающие в обработку, имеют значительные- отклонения по толщине, ширине и длине, а также большое коробление. В настоящее время обычно дефекты обработки определяются контролерами-сортировщи-ками визуально, а отклонения линейных размеров штангенциркулем и микрометром.
|

содержание .. 90 91 92 93 94 95 96 97 98 99 ..