|
Однопильные концеравнители
Однопильные концеравнители предназначены для выравнивания с
торца материала, распиленного маятниковой пилой, имеют такое же
устройство, как круглопильные станки для продольного
распиливания, но отличаются от них наличием каретки. Каретка
представляет собой платформу на специальной подставке или на
кронштейне, передвигаемую на роликах по направляющим.
Для оторцовывания небольших деталей применяют каретку небольших
размеров, расположенную на самом станке. Упор служит для
ограничения длины оторцовки. На некоторых
стан-ках-концеравнителях каретка снабжена приспособлением для
зажима деталей. Приспособления для зажима бывают рычажные,
эксцентриковые, винтовые и пневматические. Диаметр пильного
диска от 200 до 400 мм, скорость резания до 60 м/сек. Детали для
оторцовки подают по нескольку штук в завйсимости от их ширины и
длины, а тонкие детали подают пачками.
На торцовочных станках-концеравнителях с ручной подачей можно
опиливать щиты и рамки по периметру, раскраивать листы клееной
фанеры и пачки строганой фанеры. Опиливание и раскрой получаются
более чистыми и точными, чем на других круглопильных станках.
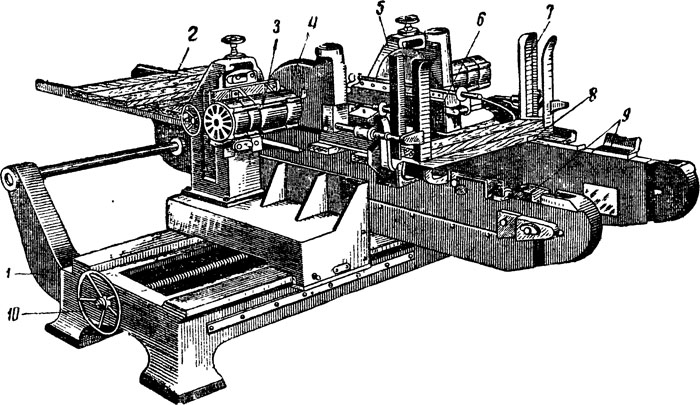
Для двухсторонней оторцовки досок, брусков и щитов применяют
двухпильные концеравнители Ц2К120 (рис. 90). Двухпильный
концеравнитель имеет две колонки 4 и 5 с режущими суппортами.
Одна из них неподвижна, а другая передвигается по валу, изменяя
в зависимости от длины торцуемой детали расстояние между пилами.
Передвигается колонка от руки 6 помощью маховичка 10. Станок
снабжен механической подачей. Для этого он имеет конвейер 9 для
подачи материала, прижимные блоки 6 и приводной механизм подачи.
Конвейерные цепи снабжены захватывающими кулачками §,
расположенными через 150 мм. Кулачки съемные и в зависимости от
ширины торцуемых деталей могут быть установлены с промежутками в
300, 600 мм и больше. Пилы насажены непосредственно на валы
электродвигателей. Для установки пил в вертикальном,
горизонтальном и наклонном положениях режущие суппорты
оборудованы специальным устройством. Прцдод подачи производится
от электродвигателя с помощью редуктора, дающего возможность
понижать число оборотов электродвигателя. Диаметр пилы 350 мм.
Скорости подачи 5; 7,5; 10 и 15 ль/мин. Для пакетной загрузки
устанавливается бункер 7. Торцуемый материал подают на
конвейерные цепи из бункера, стенки которого можно раздвигать по
размеру деталей. Во время движения цепей очередные кулачки
каждой цепи упираются в кромку нижней детали в бункере и уводят
ее под пилы. В это время пачка деталей, находящаяся в бункере;
под действием своего веса оседает вниз на величину,
соответствующую толщине уведенной к пилам детали, а следующая
пара кулачков подхватывает новую деталь и т. д.
Производительность концеравнителя с механической подачей в 10
раз превышает производительность концеравнителя с ручной
подачей.
|