содержание .. 112 113 114 115 116 117 118 119 ..
КЛЕЕВОЙ МЕТОД КРЕПЛЕНИЯ НИЗА ОБУВИ
Приклеивание подошвы обуви, прессование
После тепловой активации адгезив находится в
вязкотекучем состоянии, обладает клеящими свойствами, в этот момент
происходит наложение склеиваемых деталей и прессование их под
давлением. Наложение подошвы на след обуви должно быть точным, не
допускается смещение в продольном и поперечном направлении более чем на
0,2 мм при использовании предварительно отделанных или формованных
подошв и на 0,5 мм при приклеивании подошв, подлежащих фрезерованию и
окончательной отделке на обуви. Накладывать склеиваемые поверхности
следует быстро, пока клеевые пленки обладают липкостью, т. е. пока
адгезив находится в вязкотекучем состоянии. При задержке наложения
(более 10 с) клеевые пленки должны быть повторно термоактивированы.
Длительность прессования обуви определяется скоростью отверждения
клеевых пленок. Механизм отверждения зависит от применяемого клея.
Отверждение может происходить в результате кристаллизации клеевой пленки
при охлаждении, удаления растворителя или вследствие химической реакции.
Отверждение вследствие кристаллизации клеевой пленки происходит при
склеивании наиритовым клеем и клеями-расплавами. В процессе прессования
с применением двухкомпонентных клеев (например, полиуретановых),
содержащих отвердитель, одновременно с кристаллизацией клеевой пленки
наблюдается химическая реакция отверждения (сшивание, структурирование
уретанового каучука). Однако химическая реакция отверждения не
заканчивается за время прессования, а продолжается после извлечения
обуви из пресса. Поэтому полиуретановые клеи имеют невысокую начальную
прочность склеивания.
При отверждении клеевых пленок вследствие испарения растворителя (при
активации освежением растворителем) продолжительность прессования
значительно увеличивается, так как испарение растворителя осуществляется
через торцы клеевого соединения деталей, находящихся между прессующими
органами. Это не отвечает требованиям современной технологии.
Время прессования, с, клеевых пленок
Наиритовая 40—60
Полиуретановая, каучукоперхлорвиниловая, не менее 60
Клеи-расплавы 2—3
* При охлаждении до комнатной температуры мгновенно переходят из вязкотекучего состояния в стеклообразное или кристаллическое.
Время прессования обуви зависит от скорости схватывания клея. Следует отличать время отверждения клея от времени схватывания
Время отверждения клея — это время контакта
материалов под давлением, при котором прочность склеивания достигает
максимального установившегося значения.
Время схватывания клея — время контакта материалов под давлением,
при котором прочность склеивания достигает заданного значения.
Учитывая, что необходимая начальная прочность склеивания (прочность,
допускающая дальнейшую обработку обуви немедленно после удаления ее из
пресса) может быть неодинаковой на разных технологических операциях,
время схватывания будет различаться при использовании одного и того же
клея. Поэтому характеристикой клея являются время отверждения и скорость
схватывания, т. е. скорость нарастания прочности склеивания во времени.
Существенно влияет на прочность склеивания давление прессования. При
избыточном давлении клей может
выдавливаться из зоны клеевого шва, это приведет к слишком тонкому
клеевому слою. При склеивании низкомодульных материалов (например,
пористых резин) возможна
их деформация под прессом. При недостаточном давлении прессования
образуется непрочное клеевое соединение. Давление при приклеивании
подошв зависит от материала подошв и применяемого клея. Подошвы
приклеивают в прессах ППГ-5-0 и ППГ-4-0.
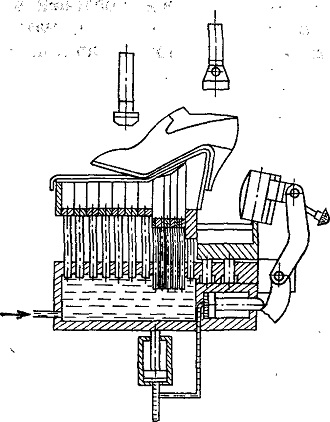
Рис. VI.2. Схема универ. сальной пресс-секции с резиновыми клавишными прижимами

Рис. VI.3.Схема универсальной пресс-секции пресса С фирмы УСМ
Давление прессования подошв, МПа
Резиновые .........0,3—0,35
Полиуретановые .........0,25—0,3
Кожаные ...............0,35—0,4
Для обеспечения равномерного распределения давления
по следу обуви необходимо, чтобы пресс-подушки в прессах соответствовали
профилю следа обуви.
Для прикрепления чашеобразных подошв (типа опа-нок) служат прессы с
диафрагменными пневматическими пресс-подушками.
Клеевые прессы различных фирм отличаются конструкцией станины и
пресс-секций, техническими параметрами. Универсальные профилированные
пресс-подушки имеют систему резиновых клавишных прижимов, при легком
прижатии автоматически устанавливающихся по профилю следа обуви (рис.
VI.2).
Универсальный траверсный пресс С фирмы УСМ (США) имеет пресс-секцию
(рис. VI.3), цельная носочная часть которой выполнена из монолитной
резины, обеспечивает возможность поворота в вертикальной плоскости и
исключает сдвиг подошв в направлении носочной части (что возможно при
клавишной конструкции пластин). Отечественные фабрики оснащены прессами
765/8 фирмы «Сигма» (Италия) для приклеивания подошв мужской и женской
обуви на низком и высоком каблуке, включая сапожки с высокими
голенищами.
УкрНИИКП предложен метод, основанный на определении сопротивления отрыву
носочной части подошвы. Сопротивление отрыву рассчитывается как
отношение нагрузки отрыва к ширине подошвы.
содержание .. 112 113 114 115 116 117 118 119 ..