содержание .. 100 101 102 103 104 105 106 107 108 109 ..
Способы сушки деталей обуви
Контактная сушка деталей обуви
Контактная (кондуктивная) сушка обеспечивает
высокую скорость процесса в результате передачи большего количества
тепловой энергии. При контактной сушке тепловая энергия, необходимая для
удаления влаги из материала, подводится к нему непосредственно от
греющей поверхности (металлической обогреваемой колодки).
Основными параметрами сушки являются температура греющей поверхности,
степень прижатия к ней материала, параметры окружающего воздуха и
толщина материалов. При контактной сушке температура по толщине
материала неодинакова. Наивысшую температуру имеют слои, соприкасающиеся
с греющей поверхностью (обувная колодка), перепад температуры ускоряет
диффузионные
процессы переноса влаги из внутренних деталей обуви
на поверхность заготовки верха. Интенсивность сушки при контактном
подводе тепловой энергии составляет 3— 40 кг/(м2*ч) и зависит от
температуры греющей поверхности.
Сложность внедрения контактного способа сушки обуви заключается в
необходимости применения обогреваемых колодок, не изменяющих своих
размеров при нагревании и охлаждении. В работах МТИЛП исследована
возможность использования электропроводящих полимерных покрытий для
получения электрообогреваемой поверхности неметаллических колодок.
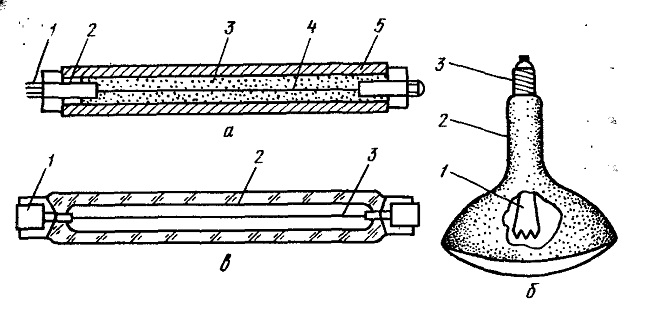
Рис. V. 11. Схема инфракрасных излучателей:
а — светлого: 1 — контактный стержень; 2 — концевой изолятор; 3
изолирующий заполнитель; 4 — спираль; 5 — излучающая трубка; б —
зеркального: 1 — нить накаливания; 2 — баллон; 3 — цоколь; в —
зеркального типа КИ-220: 1 — контактный вывод; 2 — кварцевая трубка; 3 —
вольфрамовая спираль
содержание .. 100 101 102 103 104 105 106 107 108 109 ..