содержание .. 70 71 72 73 74 75 76 77 78 79 80 ..
IV.5.
ХАРАКТЕР РАСПРЕДЕЛЕНИЯ ДЕФОРМАЦИЙ ПРИ РАЗЛИЧНЫХ
СПОСОБАХ ФОРМОВАНИЯ ЗАГОТОВОК ВЕРХА ОБУВИ
Величина и характер деформации заготовки верха обуви зависят от способа
формования, применяемых оборудования и инструментов, физико-механических
свойств материалов заготовки, ее вида и конструкции, а также от площади
деталей.
При обтяжно-затяжном способе процесс формования подразделяют на обтяжку
и затяжку. На обтяжной машине клещами разной конструкции производят
основное растяжение заготовки верха в продольном и поперечном
направлениях.
Область распределения деформации материала при растяжении заготовки
верха средними клещами силой Рг имеет вид факела ABC, расширяющегося к
пяточной части (рис. IV.6). Линия наибольшей деформации проходит в
центре факела под углом 15—20° к линии касательной гребня и носка
колодки.
При растяжении заготовки верха обуви боковыми клещами с силой Р2 (рис.
IV.7) наряду с поперечным растяжением материал дополнительно
растягивается в продольном направлении силой Рг.
При средней продольной и поперечной деформации
5—9 % в области захвата материала боковыми клещами деформация остальных
участков заготовки верха имеет следующие значения, %: продольная в
пяточной части 3—6, в союзке 5—12, в носке 10—30.

Рис, IV.6. Схема распределения деформации материалов при растяжении заготовки верха средними клещами обтяжной машины

Рис. IV. 7. Направления Деформации материала при растяжении
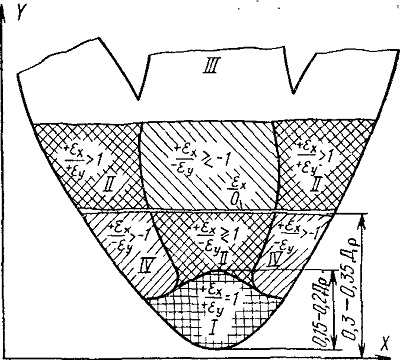
Рис. IV.8. Характер сложного напряженного состояния отформованной союзки
Механизм клещей обтяжной машины настраивают на
определенную силу натяжения, допустимую для обрабатываемой заготовки
верха.
Цель затяжки — окончательное формование заготовки верха в области граней
и прикрепление ее к стельке затяжными гвоздями, проволочными скобками
или клеем. По виду исполнительного инструмента различают затяжные машины
трех видов: клещевые, пластинчатые и роликовые.
Клещи, пластины или ролики захватывают затяжную кромку и растягивают
материал заготовки верха по нормали к контуру ребра колодки. Область
распространения деформации незначительна из-за большого трения заготовки
верха о колодку. Даже при большом усилии, создаваемом клещами, удается
лишь слегка вытянуть носочную часть заготовки верха. Дополнительного
растяжения заготовки ни в продольном, ни в поперечном направлении не
происходит.
Для равномерного растяжения заготовки верха нужно, чтобы клещи
захватывали материал последовательно на расстоянии 15—18 мм. Но так как
на некоторых участках для правильного распределения складок забивают
затяжные гвозди, число захватов определяется именно этим.
Более четко формуется грань в носочной и пяточной частях на затяжных
пластинчатых машинах. Растяжение материала по нормали к контуру ребра
несколько уменьшается, в поперечном же направлении материал слегка
уплотняется. Кроме того, формование на пластинчатых машинах более
производительное, чем на клещевых.
В отличие от традиционных способов формования верха обуви на машинах
типа ОМ и ЗВ, где превалирует одноосное растяжение материала заготовки
верха по ее
длине, при формовании носочно-пучковой части заготовки на машинах ЗНК материал находится в сложном напряженном состоянии (рис. IV.8). В конечный момент формования на поверхности союзки имеют место четыре варианта растяжения материала: однородное симметричное двухосное, сложное двухосное, стесненное и одноосное.
Зона стесненного растяжения (εх>0, εу = 0) является границей двух деформированных областей I и II, при прохождении через которую меняется знак продольной деформации. В области I линия, соединяющая точки с максимальной кривизной верхних кривых поперечных сечений колодки, отделяет зону одноосного растяжения от зоны сложного двухосного растяжения. Эта линия, продолжаясь до точки закрепки, отделяет аналогичные зоны деформируемой области II.
Размеры площадей деформируемых областей и зон
зависят в основном от жесткости материала берцев или их предварительного
растяжения в продольном направлении, от геометрических характеристик
колодки и соотношения сил, действующих со стороны исполнительных органов
машины в продольном и поперечном направлениях.
При проектировании передней части заготовки верха необходимо учитывать
указанное деформированное состояние. Особый интерес представляет
характер распределения деформаций в области пучков (в поперечном
направлении) и нахождение их оптимальной величины.
Возможны три случая распределения деформаций в поперечном направлении
отформованной союзки: равномерное по контуру, большая на тыльной
поверхности, большая на боковых поверхностях. Если обозначить
максимальную деформацию на тыльной стороне
εт, а на боковых сторонах εб,
то высказанное положение можно записать так:
Значения отношений этих деформаций могут служить качественной и количественной характеристикой процесса формования заготовки верха. В зависимости от характера распределения деформаций по поперечным сечениям за-готовки верха в области пучков может быть формование по круговому типу при
εт/εб =1, по параболическому типу при εт/εб >> I, по эллиптическому типу при εт/εб < 1.
Установлено, что обувь, отформованная по
эллиптическому типу, формоустойчива.
Преобладание вытяжки на боковых участках союзки препятствует смещению
обуви на наружную сторону и дает возможность быстрому приформовыванию
обуви к стопе из-за резерва деформаций на тыльной поверхности.
В настоящее время в СССР и за рубежом в основном применяют машины с
одновременной обтяжкой и клеевой затяжкой носочно-пучковой части
заготовки верха: ЗНК-З-О завода «Вперед», 02160-Р21 (ЧССР), фирм «Шен» и
«Менус» (ФРГ), БУСМК (Великобритания), «Черим» и «Молина Бьянки»
(Италия), УСМ (США).
Эти машины в отличие от обтяжных имеют пять— девять клещей и
подогреваемые пластины, которые сглаживают, прижимают и приклеивают
затяжную кромку к стельке клеем-расплавом, подаваемым через сопло на
стельку. В результате след обуви подготавливается к приклеиванию подошв,
формуется стелечное ребро в носочнопучковой части и повышается
производительность труда.
Современное оборудование для обтяжно-затяжных операций должно:
обрабатывать обувь различного назначения (различных фасонов и размеров)
без существенной переналадки;
иметь высокую надежность и максимальную производительность;
обеспечить требуемую деформацию материалов заготовки верха и настройку
усилий вытяжки клещевого механизма в зависимости от свойств материала и
конструкции заготовки верха, фасона колодки;
обрабатывать правую и левую полупары обуви путем автоматической
перестройки машины с перемещением пяточного упора и поворота клещевых
механизмов; срезать излишки затяжной кромки; производить обтяжку и
затяжку пучково-геленочной части заготовки и затяжку на клей-расплав
заготовок обуви клеевого, рантового и доппельного методов крепления
низа;
иметь возможность быстрой смены клещей, регулировки скорости вытяжки
клещами и скорости заглаживания затяжной кромки пластинами,
электрогидравличе-ский привод для обработки обуви тяжелого типа и
осенневесеннего ассортимента, а также пневматический привод для
производства особо изящной обуви; устройства, централизующие положение
заготовки верха относительно колодки; увеличения числа клещей до 9—11 с
целью расширения поля затяжки; механизм и устройства, облегчающие
условия труда (отсос образующихся газов и др.).
Для повышения и более равномерного распределения деформаций в продольном
направлении при формовании на машинах для обтяжки и клеевой затяжки
пяточную часть заготовки верха с задником предварительно формуют и
сушат.
Предварительное формование заготовки верха обеспечивает точность формы
пяточной части, что способствует ее правильной затяжке, облегчает
прикрепление каблука, обтяжку и затяжку носочно-пучковой части.
В обувной промышленности СССР и за рубежом для предварительного
формования применяют машины МФЗ-О, ЗФП-О, ФЗП-О, ПИГ-1 (для обуви с
верхом из юфти) (СССР), 02162/Р1 и 02201/Р1 (ЧССР), фирм «Ральфе», БУСМК,
«Шен».
В результате продольного растяжения и фиксации пяточной части заготовки
верха при выполнении последующих обтяжно-затяжных операций на машинах
повышаются деформация материала и формоустойчивость обуви, снижается
расход материала. Однако при таком построении технологического процесса
появляется дополнительная операция и потребность в соответствующем
оборудовании, что неэкономично. Поэтому применяющееся предварительное
формование пяточной части заготовки верха перед клеевой затяжкой
вытесняется окончательным формованием и влажно-тепловой фиксацией с
одновременным прикреплением затяжной кромки к стельке.
Новые способы формования и новые материалы привели к обратной
последовательности выполнения затяжных операций: сначала затягивают
пяточную часть, затем производят обтяжку и затяжку остальных частей
заготовки верха.
Для формования и клеевой затяжки пяточной части заготовки верха
применяют машины ЗПК-4-0 (СССР), для формования и клеевой затяжки
пяточно-геленочной части машины 02184/Р1 и 01284/Р2 (ЧССР), № 506 фирмы
«Ральфе» (Великобритания), № 6 фирмы УСМ (США), 64TG фирмы «Шен» (ФРГ) и
др.
Основным способом затяжки в настоящее время
является трехмашинная: последовательно затягивают носочно-пучковую,
геленочную и пяточную части.
Носочно-пучковую часть почти всегда затягивают на клей-расплав,
геленочную — в зависимости от вида, рода и фасона обуви. Так, особо
изящную обувь на высоком и сверхвысоком каблуке затягивают
предпочтительно скобками или затяжными гвоздями, а обувь на низком
каблуке — на клей-расплав. Пяточную часть затягивают на клей-расплав или
затяжными гвоздями.
содержание .. 70 71 72 73 74 75 76 77 78 79 80 ..