НАЗНАЧЕНИЕ ПРОЦЕССА РАЗМОЛА И ЕГО КОНТРОЛЬ В
ПРОИЗВОДСТВЕ БУМАГИ
При размоле растительных волокон в водной среде происходит как чисто
механический процесс изменения размеров и формы волокон, так и
коллоидно-химический процесс, называемый гидратацией волокон. Явления
механического характера выражаются в укорачивании волокон и их
продольном расщеплении на фибриллы. В данном случае под термином
гидратация понимаются не образование гидратов, а коллоидно-химические
явления, начинающиеся с набухания гидрофильных растительных волокон и,
как будет показано ниже, придающие волокнам способность связываться
между собой с образованием прочной структуры листа.
Некоторое укорачивание волокон независимо от вида изготовляемой бумаги
необходимо в связи с тем, что из длинных волокон очень трудно получить
равномерную по расположению волокон бумагу, так как при отливе бумажного
полотна длинные волокна склонны к хлопьеобразованию. Наличие наряду с
длинными волокнами мелких волокон способствует тому, что мелкие волокна
заполняют пространства между длинными, лист при этом становится более
равномерным и с безоблачным просветом. При рассмотрении структуры бумаги
в проходящем свете (на просвет) отсутствие видимых «облаков» от сгустков
волокон (хлопьев) и называют безоблачным или молочным просветом бумаги.
Укорачивание волокон — не основное назначение процесса размола. В
большинстве случаев более важно расщепление волокон в продольном
направлении на фибриллы с (увеличением при этом наружной поверхности
волокон. Адсорбция на этой поверхности воды ведет к набуханию волокон,
повышению их гибкости и созданию условий для установления между
волокнами связей, определяющих основные свойства бумаги — механическую
прочность, впитывающую способность, воздухопроницаемость и др.
Таким образом, назначением процесса размола волокнистых материалов
является: 1) придание волокнистому материалу определенной структуры в
отношении размеров волокон по длине и толщине, с тем чтобы обеспечить
требуемую структуру полотну бумаги; 2) сообщение волокнистому материалу
определенной степени гидратации, от которой в значительной мере зависит
создание сил сцепления между волокнами.
Из неразмолотых волокон получается пухлая и слабая бумага с малыми по
величине межволоконными силами связи. Если вести процесс размола
осторожно, избегая в основном
поперечной рубки волокон и направляя процесс на
расчес с фибриллированием, то при отливе бумаги из подобной волокнистой
массы образуется плотное и прочное бумажное полотно с малой пористостью.
При ведении же размола направленно на рубку волокон без существенного их
фибриллирова-ния получается рыхлое и пористое полотно бумаги с высокими
показателями воздухопроницаемости и впитывающей способности, но с малой
механической прочностью. В промышленных условиях невозможно вести
процесс размола только в направлении фибриллирования волокон или только
в направлении их рубки. Обычно оба явления одновременно имеют место с
преобладанием того или иного результата в зависимости от режима ведения
процесса.
О качестве размолотой бумажной массы в основном судят по степени ее
помола и по средней длине волкон. Именно эти показатели, а также время
размола, необходимое при заданных условиях ведения процесса до
достижения требуемой степени помола и средней длины волокон, являются
определяющими в контроле процесса.
Здесь уместно отметить, что часто путают понятия «размол» и «помол».
Между тем размол — это процесс, а помол — результат этого процесса.
Поэтому следует говорить о времени размола (а не помола), степени помола
(а не размола). Когда мы говорим о характере размола, то подразумеваем
характер ведения процесса, например изменение величин концентрации массы
или удельных давлений при размоле в последовательно установленных
размалывающих аппаратах. Когда речь идет о характере помола, то под этим
подразумевается получение длинно- или коротковолокнистой массы, наличие
или отсутствие в массе фибрилл, слизи и пр.
Различают садкий и жирный помолы массы. Волокна неукороченные или только
укороченные, но нефибриллированные называются волокнами массы садкого
помола. Такая масса быстро обезвоживается и изготовленная из такой массы
бумага отличается неоднородностью структуры и невысокой механической
прочностью. Масса жирного помола состоит из длинных или коротких хорошо
фибриллированных волокон. Такая масса обезвоживается медленно и образует
плотную и прочную бумагу. Волокна массы жирного, помола пластичны и на
ощупь кажутся жирными и скользкими. Таким образом, как масса садкого
помола, так и масса жирного помола может быть длинно- и
коротковолокнистой.
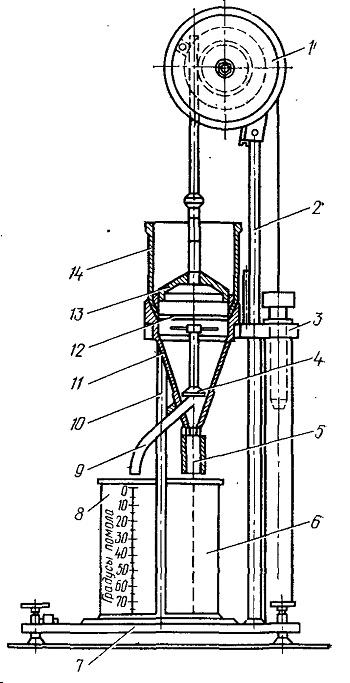
Степень помола бумажной массы измеряют прибором СР-2 (рис. 3) и выражают
в градусах Шоппер-Риглера. Работа на приборе осуществляется следующим
образом: 2 г абсолютно сухих волокон разбавляют до 1 л водой, тщательно
перемешивают и выливают в цилиндр аппарата. Затем поднимают клапан и
масса обезвоживается на сетке. Вода стекает в стаканы 6 и 8
соответственно по трубкам 5 и 9. Садкая масса быстро
отдает воду, которая в основном вытекает через
широкую трубку. Жирная же масса стекает медленно и почти вся вода
проходит через узкую трубку. Деления на стакане, находящемся под боковой
трубкой, отградуированы в градусах Шоп-пер-Риглера. Очевидно, что чем
жирнее масса, тем большей: величиной градусов Шоппер-Риглера будет
характеризоваться степень ее помола.
Рис. 3. Измеритель степени помола бумажной массы
СР-2:
1 — механизм для подъема и опускания клапана; 2, 10 — стойки; 3 —
фланец, поддерживающий цилиндр; 4 — конус; 5 — узкая трубка; 6, 8 —
стаканы; 7 — опорная плита с уровнемером; 9 — широкая трубка; 11 —
воронка; 12 — сетка; 13 — клапан; 14 — цилиндр
По степени удержания воды волокнистой массы еще нельзя однозначно судить
о ее бумагообразующих свойствах, так как
при одной и той же степени помола массы она может
быть как длинноволокнистой, так и коротковолокнистой. Поэтому
одновременно с определением степени помола массы находят среднюю длину
волокон в массе, которую можно определить микроскопическим методом или
ускоренно, с помощью измерителя показателя средней длины волокон
бумажной массы (прибор С. Н. Иванова). Принцип работы этого измерителя
основан на том, что навеска в 6 г абсолютно сухой испытываемой
волокнистой массы разводится при размешивании в 2 л воды и полученная
взвесь выливается на рамку в форме двухскатной кровли. На рамке
укреплены в виде решетки тонкие металлические лезвия, расположенные на
расстоянии 10 мм друг от друга. Если масса очень жирная (например, для
изготовления конденсаторной бумаги), то применяется рамка с расстояниями
между лезвиями в 5 мм. Очевидно, что чем больше средняя длина волокон в
испытываемой массе, тем больше волокон задерживается на лезвиях.
Массовый показатель волокон, полученный взвешиванием рамки на рычажных
весах, по соответствующей шкале переводится в величину средней длины
волокон.
Основные показатели производственного контроля
процесса размола бумажной массы приведены в табл. 2. Для
производственного контроля процесса размола может быть осуществлена
визуальная оценка качества размалываемой массы с помощью
микропроекционного аппарата Проми, показывающего на экране волокна в
увеличенном виде. При текущем
контроле процесса размола определяют также
концентрацию размалываемой массы и нагрузку на двигатели размалывающих
аппаратов. Эти определения позволяют поддерживать постоянным
технологический режим размола волокнистой массы.
Дополнительные сведения по материалу настоящего раздела приведены в
работах [5, с. 36—37, 50—54; 6, с. 94—117, 204— 246, 328—334].
2. показатели бумажной массы ДЛЯ РАЗНЫХ ВИДОВ БУМАГИ (ПО С. Н. ИВАНОВУ)
Бумага
Масса,
г/м2
Степень
помола,
°ШР
Средневзвешенная длина волокон. мм
Конденсаторная
7—14
95—98
0,5—0,8
Тонкая разная
14—30
70—90
0,8—1,5
Жиронепроницаемая
40—60
70—90
0,7-1,2
Впитывающая
50—70
24—40
1,0—2,2
Из
сульфитной целлюлозы с повышенной массой 1 м2
Электроизоляционная