содержание .. 60 61 62 63 64 65 66 67 68 69 70 ..
Печи для обжига изделий в производстве фарфора и фаянса - часть 1
Печи периодического действия (горны) работают
циклично: загрузка — обжиг — выгрузка. Конструктивно
эти печи бывают одно- и двухкамерными, обычно круглой формы. По
направлению движения топочных газов различают печи периодического
действия с восходящим (прямым) и нисходящим (обратным) пламенем. Для
обжига фарфоровых и фаянсовых изделий еще и в настоящее время на
некоторых заводах используют двухэтажные круглые горны с обратным
направлением топочных газов. Печи периодического действия имеют
существенные недостатки: малую производительность,
тяжелые условия загрузки и выгрузки изделий, трудности механизации и
автоматизации их работы. Их преимущество— возможность проведения каждого
цикла по индивидуальному режиму (температурному, аэродинамическому и
газовому). Печи периодического действия повсеместно заменяют на печи
непрерывного действия.
Туннельные печи являются печами непрерывного действия. В них все стадии
обжига — загрузка, обжиг, выгрузка — осуществляются одновременно и
непрерывно. По форме рабочего туннеля печи бывают с прямолинейным и реже
кольцевым каналом, щелевые одно- и многоканальные. По способу
перемещения обжигаемых изделий печи непрерывного действия делят на
вагонеточные, ленточные с цепным или сетчатым конвейером, роликовые, со
скользящими подкладками (плитотолкательные), с шагающим или вращающимся
(для кольцевого канала) подом, а также печи с перемещением обжигаемых
изделий на воздушной подушке.
По способу нагрева различают печи прямого огня (открытого пламени),
муфельные и полумуфельные. В печах открытого пламени продукты сгорания
топлива омывают обжигаемые изделия, нагревают их непосредственно за счет
конвективного теплообмена и в незначительной мере за счет излучения. При
таком способе теплообмена не исключена возможность засорения
изделий несгоревшими частицами топлива и золой.
Поэтому приходится обжигать изделия в капселях, особенно в печах,
работающих на жидком топливе. К печам открытого пламени относятся все
печи периодического действия, часть туннельных и щелевых печей.
В муфельных печах (обычных и щелевых) нагрев изделий осуществляется
через экранирующие стены, отделяющие полости (каналы) печи, по которым
движутся продукты сгорания топлива. Теплообмен осуществляется в основном
за счет излучения стенок муфеля. Муфельные печи менее выгодны
экономически из-за большого расхода топлива, они более сложны в
эксплуатации, но в них обеспечивается более высокое качество обжигаемых
изделий.
По направлению движения продуктов сгорания топлива туннельные печи
являются противоточными. В начале рабочего канала печи (зона подогрева)
навстречу обжигаемым изделиям движутся топочные газы из зоны обжига, а в
зоне охлаждения—холодный воздух. Схема движения газов в туннельной печи
приведена на рис. 89.
По способу, отопления различают печи с
пламенным и электрическим обогревом. В фарфорово-фаянсовой
промышленности наиболее распространены пламенные печи на газовом и
жидком топливе. За последние годы появились печи с радиационным нагревом
— печи со стенками или сводом, излучающими теплоту. Стены печей
выполняют из отдельных излучающих панелей. Каждая такая панель состоит
из пористых кирпичей, через которые нагнетается газо-воздушная смесь.
Сначала смесь проходит по .каналам, просверленным на глубину, равную
примерно 3Д толщины стенки, а затем равномерно распределяется по
поверхности стенки через поры. Смесь горит практически невидимым
пламенем. Тепловая энергия, выделяемая 1 м2 поверхности стенки,
составляет 1,4 ГДж в 1 ч, причем 2/3 этой энергии передается за счет
радиации. Сама излучающая панель нагревается до 1300° С за 1—2 мин.
Для обжига фарфоровых и фаянсовых изделий в основном используют
одноканальные пламенные туннельные печи прямого нагрева и реже
муфельные. Размеры рабочего туннеля печей колеблются в широких пределах:
длина 60—120 м, ширина 1—1,85 м, высота от пода вагонетки до замка свода
1—1,93 м.
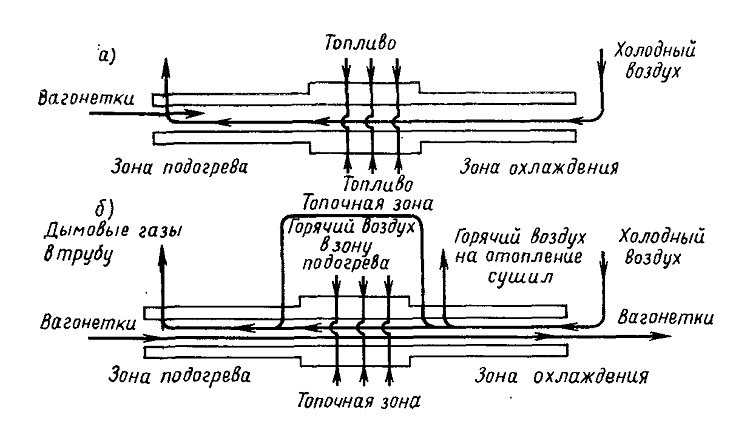
Рис. 89. Схема движения газов в туннельной печи
а — с использованием горячего воздуха с зоны охлаждения на сжигание
топлива; б — с отбором горячего воздуха на сушку и частичным
использованием на сжигание топлива

Рис. 90. Поперечный разрез туннельной печи
1 — межсадочные топки; 2, 3 — смотровые окна; 4 — щелевые топки

Рис. 92. Устройство воздушных завес
1 — сводовые щели; 2 — шибер зазора воздуха с зоны охлаждения; 3 — окна
боковой подачи воздуха; 4 — воздуховод; 5 — шибер подачи горячего
воздуха
В конструкцию канала печи входят (кроме стен и
свода) металлический каркас, лабиринтовые стыки стен и вагонеток с
песочными затворами и песочницами, пескоуловители, смотровые и аварийные
окна, топки, двери с торцов канала печи, камеры с шлюзовыми затворами,
смотровые подвагонеточные подвалы (подподовый канал) и другие элементы
(рис. 90).
По обеим сторонам печного канала располагается от
6 до 72 топочных устройств щелевого или межсадочногЬ типов (рис. 91).
Они могут находиться как в нижней части канала, так и под сводом. Из
щелевых топок горячие газы направляются в развитый под печных вагонеток,
из межсадочных топок — в пространство между вагонетками. Через
определенные промежутки времени вагонетки передвигаются механическими
или гидравлическими толкателями на длину одной вагонетки. Непрерывная
подача вагонеток повышает производительность печи на 10—12%, улучшает
качество обжига и снижает отходы при обжиге. При непрерывном
передвижении вагонеток устройство межсадочных топок исключается.
Печной канал условно разделяется на зоны подогрева, обжига, охлаждения и
на позиции. Длина одной позиции обычно равна длине вагонетки. В печи
длиной рабочего канала на 44 позиции зона подогрева занимает 9 позиций
(20%), обжига —16 позиций (37%), охлаждения —19 позиций (43%)- В
туннельных печах для обжига хозяйственного фарфора соотношение длин зон
подогрева обжига и охлаждения равно соответственно (0,67—0,87) : 1 :
(1,45—1,67).
Зона подогрева заканчивается около топочных устройств. Она имеет
воздушные завесы (рис. 92) и каналы для отбора отходящих газов и подачи
горячего воздуха в зоны охлаждения. Отбор отходящих газов осуществляется
сосредоточенно через одно окно с каждой стороны печи или рассредоточение
через систему окон и каналов с каждой стороны печи. У печей для обжига
фаянса соотношение зон подогрева и большого огня составляет от 3: 1 до
3,5: 1. Длина зоны большого огня печей для обжига фаянса составляет
всего 9—12 м, а печей для обжига фарфора 16—39 м.
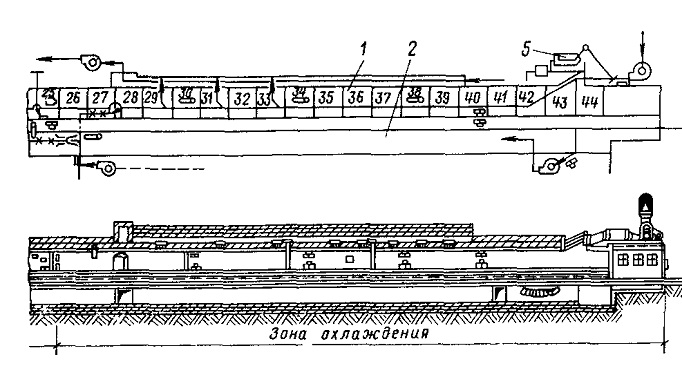
Рис. 91. Продольный разрез туннельной печи
1 — канал печи; 2 — подпечный коридор;
3 — регулятор тяги;
4 — регулятор разрежения в зоне обжига; 5 — регулятор разрежения в зоне
охлаждения
Зона обжига ограничивается участком, в пределах
которого располагаются горелочно-топочные устройства. В начале зоны, со
стороны подогрева имеются воздушные завесы, способствующие дожиганию
продуктов сгорания, поступающих с участка восстановления (в печах для
обжига фарфора), и перемешиванию топочных газов.
Зона охлаждения наибольшая и составляет 40—55% общей длины печи для
обжига фарфора и до 60% печи для обжига фаянса. Она начинается от зоны
обжига и простирается до конца печи. При обжиге фарфоровых изделий
суммарная длина зон подогрева и обжига должна быть не меньше длины зоны
охлаждения. В зоне охлаждения имеются окна для отбора части горячего
воздуха на сушку и к воздушным завесам печи. Эти завесы разделяют зоны с
окислительной и восстановительной средами и начало зоны охлаждения. В
конце зоны, у выгрузочного конца в печь вентилятором через специальные
каналы подается атмосферный воздух для охлаждения вагонеток и обожженных
изделий.
В каждой зоне поддерживается необходимая печная атмосфера: при обжиге
фарфора в зоне подогрева и охлаждения — окислительная; в начале зоны
обжига — восстановительная; в конце ее — слабо восстановительная, или
нейтральная; при обжиге фаянса и майолики во всех зонах — окислительная
газовая среда. Качественное различие газовой среды в каждой зоне
достигается регулированием подачи топлива и воздуха для его сжигания.
Туннельные печи просты по устройству и имеют высокую производительность.
К их недостаткам относятся большие (300—400° С) перепады температур по
сечению печи в начале зоны подогрева, трудность механизации и
автоматизации многоярусной установки изделий на этажерки вагонеток,
низкий КПД.
содержание .. 60 61 62 63 64 65 66 67 68 69 70 ..