содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..
Твердение гипсового раствора в производстве фарфоровых и фаянсовых изделий
Процесс схватывания и твердения гипсового
раствора по А. А. Байкову состоит из трех периодбв: растворения
полуводного гипса в воде с образованием насыщенного раствора;
превращения кристаллических частиц полуводного гипса в коллоидные
частицы двуводного гипса и кристаллизации двуводного гипса из
пересыщенного .раствора с увеличением размеров кристаллов. Имеются и
другие точки зрения на процесс твердения гипсового раствора. Процесс
твердения начинается через 5—8 мин после затворения гипса водой.
Кристаллы полуводного гипса, присоединяя 1,5 молекул воды, переходят в
двуводный гипс, раствор быстро перенасыщается кристаллами двуводного
гипса, растворимость которого (2,6 г на 1 л воды при температуре 20° С)
в 4 раза меньше полуводного гипса (10,5 г на 1 л воды) и из раствора
выпадают мельчайшие, коллоидные частицы двуводного гипса. Образуется
рыхлая пространственная сетка ввиду возникновения ван-дер-ваальсовых
сил, действующих через тонкие пленки воды. Такая структура называется
коагуляционной.
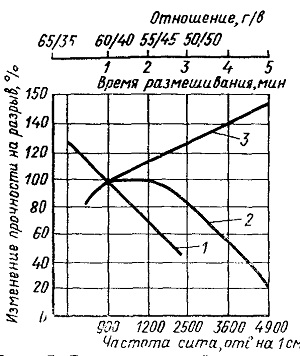
Рис. 35. Влияние условий изготовления гипсовых
форм на их прочность
1— водогипсовое отношение; 2— продолжительность перемешивания; 3—
степень измельчения
Вследствие выпадения из раствора частиц двуводного гипса раствор по
отношению к полуводному гипсу становится ненасыщенным. В нем
растворяются новые порции полуводного гипса и процесс повторяется.
Двуводный гипс быстро кристаллизуется, а тесное срастание его кристаллов
приводит к затвердеванию гипсовой отливки и образованию
кристаллизационной структуры формы.
Интенсивный рост кристаллов двугидрата происходит сразу же после заливки
гипсового раствора в форму. Затвердевшая гипсовая масса представляет
собой
каркас взаимосросшихся иглоподобных кристаллов
устойчивого двуводного гипса с размером кристаллов 2—5 мкм, окруженных
сетью сообщающихся пор, заполненных водой, а после испарения ее при
сушке форм — связанных системой открытых пор.
Процесс схватывания гипсового раствора сопровождается незначительным
увеличением объема гипса (на 0,1—0,3%). Высокое объемное расширение
нежелательно, так как возникает опасность распушивания форм растущими
кристаллами двуводного гипса и снижения прочности форм. Повышенное
объемное расширение гипса уменьшают, затворяя его водой, содержащей
известковое молоко, добавкой молотого двуводного гипса и др. Объемное
расширение при твердении гипсового раствора способствует лучшему
заполнению формы и более точному воспроизводству отливаемого изделия.
Твердение гипсового раствора может как ускоряться, так и замедляться при
введении различных добавок. Влияние добавок в основном сводится к
изменению формы и размеров двуводного гипса, прочности связи кристаллов
в отливке и ее текстуры.
Все замедлители процесса схватывания раствора по-луводного гипса могут
быть разделены на три группы: органические добавки с высокой
молекулярной массой, образующие коллоидную защиту (клеи, желатин,
меласса, гидролизированный протеин, сода и др.); добавки, уменьшающие
растворимость гипса (спирт, глицерин, ацетон, сахар, фосфорная, борная,
уксусная и лимонная кислоты, а также растворы их солей); добавки,
изменяющие структуру двуводного гипса (триполифосфат, сапонин, ацетат
кальция и др.).
Добавки, ускоряющие схватывание гипсового раствора; ССБ (0,1—5%), серная
и соляная кислоты, щелочи, аммиак, крахмал, мыло, хромат кальция, фторид
алюминия, силикат кальция, поваренная соль и др. Они в меньшей мере
влияют на изменение формы и размер кристаллов двугидрата гипса, чем
замедляющие добавки.
Мелкозернистая структура отливки имеет более высокую прочность, чем
крупнозернистая. Со временем гипсовые формы теряют прочность в связи с
образованием крупнозернистой структуры. Потеря прочности ускоряется при
попеременном увлажнении (отливка изделий) и высушиваниии при температуре
60—70° С.
Уменьшение прочности в этом случае объясняется
растворением игловидных кристаллов двугидрата, в результате чего в
структуре гипсовой формы преобладают не-сросшиеся между собой частицы
двуводного гипса. Изменения структуры форм в процессе эксплуатации
незначительны и выход форм из строя объясняется, главным образом,
износом их рабочих поверхностей.
Расход гипса составляет 120—200 кг на 1 т готовых фарфоровых и 100—150
кг на 1 т фаянсовых и майоликовых изделий. Для снижения стоимости форм
используют примерно до 25% регенерированного (повторно обожженного)
гипса из выбракованных форм. Расход формовочного гипса на 1 т гипсовых
отливок равен 1,05 т, расход воды 1 м3.
содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..