содержание .. 80 81 82 83 84 85 86 87 88 89 ..
Линия Б6-ЛМГ
Автоматизированная поточная линия Б6-ЛМГ для производства длинных
макаронных изделий отличается от линии Бб-ЛМВ более высокой
производительностью, большими длиной и массой. На линии Б6-ЛМГ
установлен более мощный пресс Б6-ЛПШ-1000.
Линия ЛМБ
Автоматизированная поточная линия ЛМБ является практически первой
автоматизированной линией для производства длинных макаронных изделий,
освоенной отечественным машиностроением и серийно выпускавшейся до конца
60-х годов Ростовским-на-Дону машиностроительным заводом. Несмотря на
ряд технологических и конструктивных недостатков, главными из которых
являются короткая продолжительность замеса теста в корытах пресса ЛМБ,
значительная неравномерность выпрессовывания изделий по длине матрицы,
малое удаление влаги из изделий в предварительной сушилке, отсутствие
накопителя и транспортера возврата бастунов, до сих пор в макаронной
промышленности используется несколько таких линий.
Линия ЛМБ (рис. 137) состоит из шнекового макаронного пресса ЛМБ 2 с
пневмотранспортером 3 для подачи обрезков сырых изделий в тестосмеситель,
саморазвеса 1, предварительной 4 и окончательной 5 сушилок, машины 6 для
съема и резки сухих изделий.
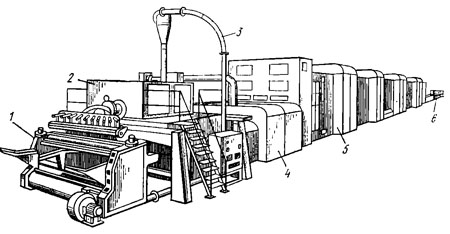
Рис. 137. Автоматизированная поточная линия ЛМБ
Все входящие в состав линии технологические агрегаты описаны в предыдущих главах. Машина для съема и резки изделий такая же, как на линии Б6-ЛМВ, но освобожденные ба-стуны падают не на транспортер возврата, а в тележку, которую ставят под машиной. Тележку, заполненную бастунами, отвозят к магазину саморазвеса.
Линия фирмы «Бассано»
Автоматизированная поточная линия французской фирмы «Бассано» для
производства длинных макаронных изделий (рис. 138) состоит из шнекового
макаронного пресса BBR-140/4 1, двойной расстилочной машины «Стендике» 2
с рольган-

говым столом 3, предварительной сушилки «Транслакс» 4, окончательной сушилки 5 и накопителя 6. Конструкция и принцип работы всех указанных элементов линии описаны в предыдущих главах.
КОМПЛЕКСНО-МЕХАНИЗИРОВАННЫЕ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА
КОРОТКОРЕЗАНЫХ ИЗДЕЛИЙ
Комплексно-механизированные поточные линии для производства
короткорезапых макаронных изделий включают один или два пресса ЛПЛ-2М (в
зависимости от производительности сушилки), сушилку,
стабилизатор-накопитель (или виброохладитель), фасовочную машину и
емкость для упаковки изделий насыпью.
В одноэтажных зданиях все оборудование, входящее в состав линии,
располагают в горизонтальном потоке. Транспортирование продукта от
одного агрегата к другому осуществляется наклонными ленточными
транспортерами или ковшовыми элеваторами. Такая компоновка является
наиболее распространенной. Реже встречается размещение оборудования в
вертикальном потоке в многоэтажных зданиях. В этом случае отпадает
необходимость в транспортных установках, продукт из одного агрегата в
другой поступает самотеком по течкам.
Наиболее часто комплексно-механизированные линии включают в себя
пятиленточные паровые конвейерные сушилки (типа СПК). Схема возможного
варианта такой линии с установкой всего оборудования на одном этаже
представлена на рис. 139.

Отформованные сырые изделия из сборных воронок 2, установленных под
матрицами прессов 1, с помощью сборного
ленточного транспортера 3 и наклонного ковшового
элеватора 4 подаются в раскладчик 5. В некоторых случаях, когда сушилка
расположена на значительном удалении от пресса, подача сырых изделий
осуществляется сжатым воздухом по трубопроводу.
Высушенные в сушилке 6 изделия элеватором 7 направляются на
распределительный транспортер 8 стабилизатора-нако-^ пителя 9 (например,
конструкции Уфимской макаронной фабрики, как показано на рисунке).
Стабилизированная продукция ленточным транспортером 10 подается в
упаковочное отделение.
Для повышения прочности высушиваемых короткорезаных изделий, а
следовательно, смягчения режима сушки в комплексно-механизированных
линиях было предложено устанавливать две сушилки СПК последовательно.
Такие линии смонтированы на Московской макаронной фабрике № 1 ПО «Мосмакаронпром»,
где оборудование линий расположено в вертикальной последовательности
(рис. 140).

Подача сырых изделий от пресса 1 в раскладчик 4 первой сушилки 5
производится ленточным транспортером 2 через течку 3. Подсушенные
изделия с нижней ленты первой сушилки на
стиями секций стабилизатора-накопителя. Каждая
секция имеет в нижней части передней стенки щелевидное отверстие с
заслонкой, через которое изделия ссыпаются на вибрационный транспортер
12.
Последний подает изделия к следующей течке 13, направляющей их к
фасовочной машине 15 либо в бункер 14, где производится упаковка
макаронных изделий насыпью.