содержание .. 80 81 82 83 84 85 86 87 88 89 ..
ВИБРООХЛАДИТЕЛЬ
Виброохладитель (рис. 135) представляет собой короб 3, в днище которого
укреплены подшипники качения 9, которые опираются на раму 10,
изготовленную из уголковой стали. Вну-
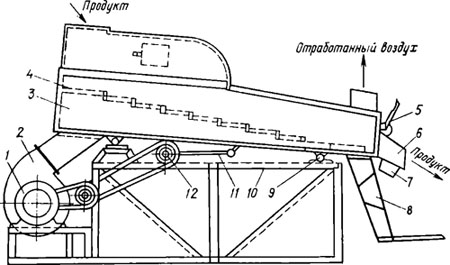
Рис. 135. Виброохладитель
три короба ступенчато расположены девять полок 4, к
выходной части которого прикреплеп лоток 6. В днище лотка имеются
постоянные магниты 7 для улавливания металломагнитной примеси. Толщину
слоя продукта, проходящего через лоток в короб (ящик), регулируют
заслонкой с перемещаемой рукояткой 5. К днищу выходной части короба
прикреплен кронштейн 8, на который ставят короб.
Вибрационные колебания короб получает от электродвигателя 1 через
двухступенчатую клиноременную передачу, эксцентрик 12 и толкатель 11.
Число колебаний короба в минуту — 250. Центробежный вентилятор 2,
подающий воздух внутрь короба, вращается от того же электродвигателя
через муфту, укрепленную на его оси.
Глава 22. ЛИНИИ ДЛЯ ПРОИЗВОДСТВА МАКАРОННЫХ ИЗДЕЛИЙ
В настоящее время на макаронных предприятиях нашей страны производство
макаронных изделий осуществляется главным образом на механизированных и
автоматизированных линиях. Каждая линия состоит из ряда отдельных
технологических агрегатов, соединенных между собой транспортными
средствами. При этом автоматизированные линии отличаются высокой
степенью механизации и автоматизации всех стадий производства и
выработкой продукции высокого качества.
АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ФИРМЫ «БРАЙБАНТИ»
ДЛЯ ПРОИЗВОДСТВА КОРОТКИХ ИЗДЕЛИЙ
Линия итальянской фирмы «Брайбанти» для производства коротких изделий
включает (см. рис. 13): шнековый макаронный пресс «Кобра-К» 1, две
штампмашины с ленточными транспортерами (на рисунке не показаны),
установку 2 для предварительной подсушки, наклонный ковшовый элеватор 3,
предварительную сушилку 5 с раскладчиком 4, наклонный ковшовый элеватор
6, окончательную сушилку 8 с раскладчиком 7, г-образный наклонный
ковшовый элеватор 9, стабилизатор-накопитель 11 с ленточным
транспортером 10 для загрузки его бункеров и ленточным транспортером 12
для подачи стабилизированнои продукции на упаковку, систему
автоматического регулирования режима сушки и электрооборудование.
Все основные технологические агрегаты, входящие в состав линии, подробно
описаны в предыдущих главах книги.
АВТОМАТИЗИРОВАННЫЕ ЛИНИИ
ДЛЯ ПРОИЗВОДСТВА ДЛИННЫХ ИЗДЕЛИЙ
Автоматизированные поточные линии для производства длинных макаронных
изделий можно разделить на линии, в которых сушка изделий производится в
подвесном состоянии на металлических стержнях — бастунах, и на линии, в
которых предварительная сушка производится на рамках, а окончательная—
во вращающихся цилиндрических кассетах.
Автоматизированными линиями с подвесной сушкой являются линии
отечественного производства марок Б6-JIMB, Б6-ЛМГ и ЛМБ, прототипом
которых явились линии итальянской фирмы «Брайбанти», установленные на
двух макаронных фабриках ПО «Мосмакаронпром» и Горьковской макаронной
фабрике. Автоматизированными поточными линиями второго типа являются
линии французской фирмы «Бассано», установленные на Московской
макаронной фабрике № 1 ПО «Мосмакаронпром» и Кишиневской макаронной
фабрике.