содержание .. 70 71 72 73 74 75 76 77 78 79 80 ..
Раскладчики
В настоящее время сушка короткорезаных изделий в подавляющем большинстве
производится в паровых конвейерных сушилках, ширина лент транспортеров
которых составляет 2 м. Для равномерного распределения сырых изделий,
которые подаются от прессовой головки пресса к верхней ленте сушилки
потоком шириной 300—400 мм, используют раскладчики (раструсчики) той или
иной конструкции.
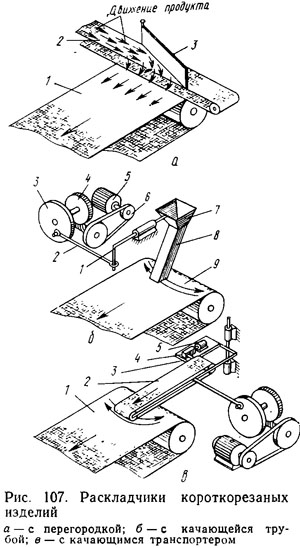
На рис. 107 представлены схемы нескольких раскладчиков короткорезаных
изделий, применяемых на макаронных предприятиях.
Наиболее простой раскладчик (рис. 107, а) состоит из ленточного
транспортера 2, подающего сырые изделия от пресса и находящегося над
верхним транспортером 1 сушилки, и заслонки 3, устанавливаемой по
диагонали поперек ленты этого транспортера. Сырые изделия, натыкаясь на
заслонку, с подающего транспортера переходят на ленту верхнего
транспортера сушилки, распределяясь равномерным слоем по всей ширине
этой ленты. Во избежание провисания верхней ленты подающего транспортера
и проскакивания изделий под заслонкой лента скользит по деревянной
плите, установленной перпендикулярно заслонке.
Если пресс и сушилка находятся на разных этажах либо на одном этаже, но
при наличии достаточного места над сушилкой, часто используют
раскладчик, схема которого представлена на рис. 107,6.
Сырые короткорезаные изделия подаются в загрузочную воронку 7, откуда по
трубе 8, совершающей качательные движения с амплитудой около 2 м,
распределяются по поверхности транспортера 9 сушилки. Качание трубы
осуществляется коромыслом 1, которое связано с кулачковым колесом 3
тягой
2. Последнее приводится во вращение от электродвигателя 5 через
клиноременную передачу 6 и червячную пару 4.
Одна из возможных конструкций раскладчика, не требующего большого места
над сушилкой, показана на рис. 107, в
Транспортер подачи сырых изделий 2 на верхнюю ленту
1 сушилки совершает качательные движения с амплитудой около
2 м при помощи кулачкового механизма, привод которого может быть
аналогичен приводу предыдущего раскладчика. Движение подающего
транспортера осуществляется от индивидуального электродвигателя 5
через редуктор 4, смонтированных на основании 3.
На рис. 108 приведена кинематическая схема раскладчика фирмы «Брай-банти».
Он представляет собой ленточный транспортер 8 с приводом от
индивидуального электродвигателя 1. Лента раскладчика натянута на
приводной 9 и натяжной 6 барабаны и скользит по деревянным направляющим.
Для предотвращения попадания полуфабриката под ленту предусмотрены
щетки, расположенные в месте загрузки над лентой с боковых ее сторон и
торца. Натяжение ленты производят болтовым натяжным устройством.
Приводной барабан находится около загрузочного отверстия и приводится во
вращение от электродвигателя при помощи клиноременной передачи 2. Отвала
приводного барабана через цепные и коническую передачи обеспечивается
качательное движение ленточного транспортера в горизонтальной плоскости,
обусловливающее равномерное распределение полуфабриката по ширине ленты
верхнего транспортера 7 сушилки.
Корпус транспортера крепят к кронштейну, нижняя часть которого соединена
с корпусом редуктора. На ступице ведомого конического зубчатого колеса,
приводимого в движение через цепную и коническую передачи от привода
ленточного транспортера, жестко сидит звездочка, от которой через цепь
передается вращение сменной звездочке 3. Сменная звездочка приводит в
движение цепь с водилом 4, входящим в виде шаделительного механизма. От
распределительного механизма приводятся в действие следующие узлы:
через кулачок 16 движение передается коромыслу 12, а от него рычажной
системе захватов магазина 11 кассет, высвобождающей по одной кассете для
подачи их на цепной транспортер 13
через коническую зубчатую передачу 22 и карданный
вал 6 приводятся в движение две параллельно действующие секторные
шестерни 5, которые с помощью реек 3 сообщают поступательное движение
шиберу 2, содействующему укладке пряди макарон в кассету (обратное
движение шибера производится под действием пружины 4)
от звездочки 23 цепью, несущей блок роликов 15, периодическое движение
через цевки 14 передается валу привода цепного транспортера 13
(приводная цепь транспортера имеет 110 звеньев и один блок роликов);
от креста 7 через систему зубчатых передач приводятся в движение ножи 8
и 9.

Рис. 109. Кинематическая схема раскладочно-резательной машины Е8-ЛУМ
От индивидуального электродвигателя 27 через
клиноременную передачу вращение передается эксцентриковому валу 26,
который с помощью шатуна 28 сообщает возвратно-поступательное движение
вибрационному лотку 1.