содержание .. 1 2 3 4 5 6 7 8 9 10 ..
КАК УСТРОЕНА РЕЖУЩАЯ ЧАСТЬ ИНСТРУМЕНТА (СТАНКА)
Процесс образования стружки, производительность станка, точность
обработки, чистота обработанной поверхности зависят от геометрической
формы той части инструмента, которая режет. С помощью этой части
достигается сжатие срезаемого слоя, происходит скалывание элементов
стружки, и стружка отводится от места резания. Эту часть инструмента
называют режущей. Например, зубья фрезы составляют ее режущую часть. У
резца режущей частью считается его головка, у сверла— тело со
спиральными канавками.
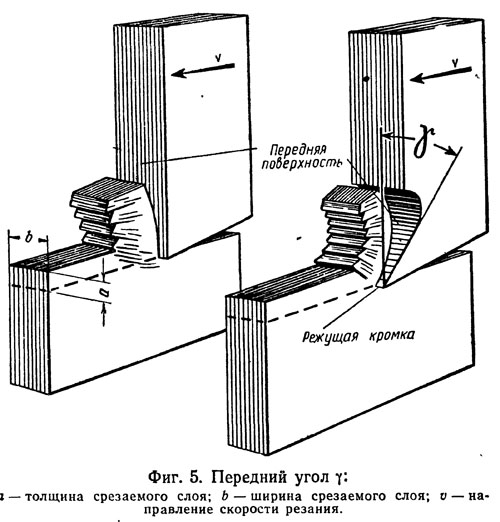
Наиболее важное значение имеет передняя поверхность режущей части
инструмента, по которой стружка отходит от места резания.
От положения, какое занимает передняя поверхность относительно
направления скорости резания, зависит деформация срезаемого слоя. А чем
больше его деформация, тем больше должна быть мощность электродвигателя
станка, на котором производится резание.
Чтобы уменьшить деформацию срезаемого слоя, переднюю поверхность инструмента путем заточки наклоняют на некоторый угол от ее вертикального положения— в сторону, обратную направлению скорости резания (фиг. 5). Этот угол называют передним. В технической литературе он обычно обозначается греческой буквой у (гамма).
Чем больше передний угол, тем меньше при неизменной скорости резания
требуется мощность электродвигателя станка (фиг. 6). Это значит, что
станок при одной и той же мощности электродвигателя может дать
производительность тем выше, чем больше передний угол инструмента.
В процессе резания наблюдается сильное трение инструмента о поверхность,
образующуюся на обрабатываемой детали ниже задней поверхности
инструмента. Эта поверхность называется поверхностью резания (фиг. 7).
Любое трение неблагоприятно сказывается на работе
инструмента: он нагревается до высокой температуры и очень быстро
тупится, обработанная поверхность получается шероховатой.
Чтобы уменьшить трение задней поверхности инструмента о поверхность
резания, нужно уменьшить площадь их соприкосновения. Для этого заднюю
поверхность инструмента затачивают так, чтобы она во время работы
составляла с поверхностью резания некоторый угол (фиг. 7). Этот угол
называют задним углом и обозначают греческой буквой а (альфа).
Режущая часть любого металлорежущего инструмента имеет много общего с
клином. Клин составляет основу конструкции всех режущих инструментов,
независимо от того, для резания каких материалов они предназначаются.

Рис. 6. Чем больше передний угол, тем меньше
требуется мощность электродвигателя станка.
Обе грани обычного клина располагаются симметрично к направлению
действующей силы, имеют одинаковое назначение и одинаково воздействуют
на обрабатываемый материал (фиг. 8). Поэтому у клина не различают
переднюю и заднюю поверхности, как у режущих инструментов.
Поверхности же режущей части инструмента находятся в несимметричном
положении к направлению силы резания и оказывают различное воздействие
на обрабатываемый материал. Передняя поверхность сжимает срезаемый слой
и отводит стружку от места резания, а задняя на срезаемый слой никак не
воздействует.
В этом заключено одно из отличий режущей части инструмента от клина. Кроме того, клин имеет только одну режущую кромку, образуемую в месте пересечения двух его граней, а большинство режущих инструментов имеет две режущие кромки. Чтобы понять назначение этих кромок и их роль в процессе резания, рассмотрим работу строгального резца.

Почти все режущие инструменты, в том числе и строгальный резец, срезают
металл не сразу по всей обрабатываемой поверхности, а постепенно узкими
полосками (фиг. 9). При таком несвободном резании металл необходимо
срезать сразу по двум плоскостям АБ и БВ.
Вот почему большинство режущих инструментов
имеет две режущие кромки. Одна из них срезает металл по плоскости АБ, а
другая — по плоскости БВ. Главную работу производит кромка, срезающая
металл по плоскости АБ. Поэтому и называют ее главной режущей кромкой.
Плоскость АБ обычно в десятки или сотни раз шире плоскости БВ. Срезание
металла по плоскости БВ имеет второстепенное или вспомогательное
значение. Поэтому и режущую кромку, срезающую металл по плоскости БВ%
называют вспомогательной режущей кромкой. Кроме этих основных элементов,
режущая часть большинства режущих инструментов имеет много других
элементов, играющих важную роль в процессе резания. Об этом мы подробно
расскажем в шестой книжке библиотеки, а сейчас вернемся к основной
задаче настоящей книжки — описанию физических явлений, наблюдаемых в
процессе образования стружки.
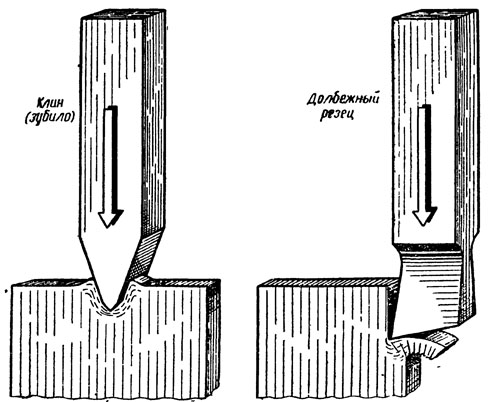
Рис. 8. Резание металла клином (зубилом) и
долбежным резцом.

Рис. 9. Постепенное срезание металла с обрабатываемой поверхности.