содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..
§ 32.
Изготовление литейных форм и стержней
Технологический процесс изготовления литейных форм называется ф о р м о
в к о й. Различают ручную и машинную формовку. При ручной формовке
наиболее широкое распространение получила формовка по модели. Такую
формовку выполняют в почве — сплошном слое земли, находящемся на полу
цеха или в опоках.
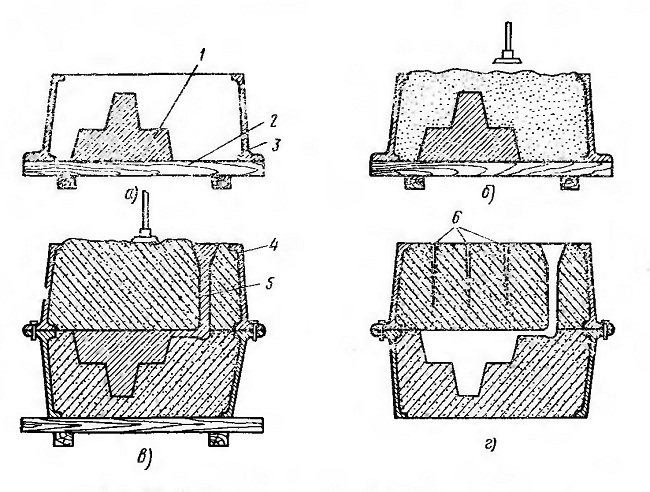
Рис. 29. Формовка по модели в двух опоках:
1 — модель, 2 — подмодельный щиток, 3 — нижняя опока, 4 — верхняя опока,
5 —модель стояка, 6 — каналы для выхода газа
Наибольшее распространение получила формовка
деталей по модели в двух опоках (рис. 29, а, б, в, г). Основными
операциями ручной формовки являются уплотнение формовочной смеси в опоке
и извлечение модели из формы. Уплотнение формовочной смеси представляет
трудоемкую работу, а извлечение модели требует умения и аккуратности.
Схемы работы различных типов формовочных машин приведены на рис, 30. В
прессующей машине (рис. 30, а) сжатый воздух или масло под давлением
поступает в цилиндр 7 и поднимает поршень 6 вместе со столом 5, моделью
3, опокой 4 и рамкой 2 так, что уплотняет формовочную смесь в опоке,
после чего воздух или жидкость выпускаются из цилиндра 7. Встряхивающие
машины применяют без подпрессовки (рис. 30, б) и с верхней подпрессовкой
(рис. 30, в). Встряхивание производится сжатым воздухом, поступающим
через каналы 8 и 9 под поршень 6 и поднимающим
его до уровня канала, по которому воздух выходит в атмосферу. После этого поршень вместе со столом машины, моделью, опокой и формовочной смесью падает вниз, стол ударяется о станину машины, и смесь уплотняется. Затем цикл повторяется. В машинах с подпрессовкой (рис. 30, в) встряхивающий поршень 6 поднимается внутри цилиндра 10, который сам служит поршнем при подпрессовке. Для подпрессовки под поршень-цилиндр 10 впускается сжатый воздух, который поднимает поршень вместе со всеми остальными частями и опокой до уплотняющей колодки 1, вследствие чего производится подпрессовка смеси.

Рис. 30. Схема работы различных формовочных машин: с — прессовая, б — встряхивающая, е — встряхивающая с подпрессовкой, г — пескометная
В отличие от встряхивающих и прессовых машин
пескомет производит уплотнение формовочной смеси и опоке действием
центробежной силы. Рабочим органом пескомета является бы-стровращающаяся
лопатка, которая выбрасывает смесь с большой скоростью в опоку. Головка
пескомета 3 (рис. 30, г) представляет собой кожух, в котором вращается
вокруг горизонтальной оси лопатка 1. Формовочная смесь непрерывно
подается внутрь головки пескомета ленточным транспортером 2,
захватывается лопаткой и с большой скоростью выбрасывается через
отверстие 4 в подставленную опоку, где смесь уплотняется.
Процесс изготовления стержней во многом аналогичен формовке, но в части
конструкции стержней и способов их изготовления имеются специфические
особенности. Стержни должны обладать высокой газопроницаемостью и
прочностью, так как при заливке они окружены со всех сторон жидким
металлом. Для улучшения указанных свойств стержни подвергают сушке в
печах на специальных фасонных или плоских металлических плитах Чтобы повысить прочность стержней, в них заформовыва-ют арматуру (в виде литых каркасов или металлических прутков), а для улучшения газоотвода делают вентиляционные каналы. Наиболее распространен способ изготовления стержней в стержневых ящиках, внутреннее пространство которых заполняется стержневой смесью, уплотняемой тем или иным способом.
Наиболее простые стержни изготовляют в неразъемных—-дельных ящиках. В
большинстве случаев ящик состоит из двух и более частей, которые плотно
соединяют на шипах, скрепляя скобами (рис. 31). Ручной способ
изготовления стержней малопроизводителен и трудоемок. В настоящее время
широко применяют машинные способы изготовления стержней. По способу
уплотнения стержневой смеси машины подразделяют на мундштучные,
прессовые, встряхивающие, пескодувные, пескострельные и пескометы.
Наибольшее распространение имеют встряхивающие и пескодувные машины.

Рис. 31. Основные типы стержневых ящиков:
а — цельный, б — разъемный, в — вытряхной; 1 — стержень,
2— корпус ящика, 3, 4, 5 — вкладыши
содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..