содержание .. 1 2 3 4 5 6 7 8 9 10 ..
§ 3.
Понятие о структуре сплавов
В расплавленном состоянии большинство металлов смешивается между собой
(получаются твердые растворы или химические соединения), а при
затвердевании образуются сплавы. Свойства сплавов отличаются от свойств
металлов, из которых они изготовлены.
Свойства сплавов в значительной мере зависят от кристаллического
строения — их структуры. Структуру чистых металлов и сплавов, вследствие
того, что кристаллы их микроскопически малы, нельзя рассмотреть
невооруженным глазом. Для изучения микроструктуры пользуются
металлографическими микроскопами, позволяющими рассматривать шлифованную
поверхность металла в отраженном свете, при увеличении от 50 до 1000 и
более раз. Металлографические микроскопы при помощи установленных на них
фотографических камер позволяют сфотографировать микроструктуру на
фотопластинку или фотопленку.
Для более четкого выявления отдельных составляющих структуры
полированную плоскость шлифа подвергают травлению химическими
реактивами, которые, действуя неодинаково на различные структурные
составляющие сплавов, окрашивают их в разные цвета.
§ 4.
Технологические свойства металлов
Технологические свойства определяют пригодность материала для
изготовления из него детали тем или иным способом. К числу этих свойств
относятся: обрабатываемость резанием, ковкость, свариваемость,
жидкотекучесть, усадка, склонность к ликвации и др.
Обрабатываемость резанием — способность металла изменять свою форму под
действием режущего инструмента (резца, фрезы, сверла и т. д.) при
различных операциях механической обработки (обтачивании, фрезеровании,
сверлении) .
Ковкость—способность металла принимать определенную форму и размеры под
влиянием прилагаемой нагрузки без разрушения.
Свариваемость — способность металлов образовывать прочные соединения при
нагреве свариваемых частей до расплавленного или до пластичного
состояния. Хорошей свариваемостью обладают стали с низким содержанием
углерода. Плохо свариваются чугун, медные и алюминиевые сплавы.
Пригодность металла или сплава для производства отливок определяется его
жидкотекучими свойствами. Металл должен обладать способностью хорошо
заполнять литейную форму и давать отливки с резко очерченными контурами,
т. е. иметь хорошую жидкотекучесть. При недостаточной жидкотекучести
форма заполняется не полностью и в тонких сечениях
отливки образуются недоливы. Повышение температуры заливки улучшает
жидкотекучесть сплавов.
Величину жидкотекучести определяют по технологической пробе (рис. 2), т.
е. по длине спирального канала, заполненного металлом в контрольной
форме. Чем больше жидкотекучесть сплава, тем большей длины участок
спирали он заполнит до затвердевания.
Усадка — относительное уменьшение основных линейных и объемных размеров
отливки по сравнению с размерами модели, по которой она была
отформована. При большой усадке металла во время его кристаллизации и
охлаждения возникают значительные внутренние напряжения и образуются
усадочные раковины. Для удобства усадку отливок выражают в процентах по
отношению к размерам модели.
Величина усадки отливок зависит от химического состава сплава,
конфигурации детали, а также от других факторов.
Ликвация — свойство сплавов образовывать при охлаждении и кристаллизации
отливки с неоднородным химическим составом. Это объясняется тем, что
сплав в форме охлаждается неравномерно. Чем больше разница в температуре
внешних и внутренних частей отливки при ее охлаждении, тем больше
компонентов, плавящихся при более низкой температуре, скапливается в
середине сечения.
Различают два вида ликвации: внутрикристаллическую и зональную.
Внутрикристаллическая ликвация характерна для фасонных отливок,
изготовляемых из сплавов, образующих твердые растворы. В большинстве
случаев скорость затвердевания отливки превышает скорость диффузии,
которая необходима для выравнивания химического состава. Последнее
является основной причиной развития внутрикристаллической ликвации в
отливках.
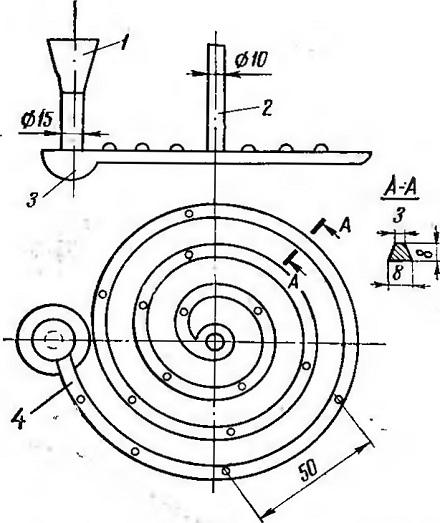
Рис. 2. Технологическая проба для испытания
металлов и их сплавов на жидкотекучесть:
1 — литейный стояк, 2 — выпор, 3 — зумф под стояком, 4 - спираль
Зональная ликвация наблюдается в толстостенных отливках, слитках,
которые медленно охлаждаются в формах. Зональная ликвация может
происходить по двум основным причинам: в связи с расслоением жидкого
сплава из-за различной плотности,
которое происходит при недостаточном перемешивании сплава при плавке и заливке, или при выпадении из жидкого сплава легких и тяжелых кристаллизующихся фаз.
содержание .. 1 2 3 4 5 6 7 8 9 10 ..