Литье металла
Литейное дело – одно из самых древних ремесел, оно известно на Руси уже
несколько тысячелетий. В те далекие времена, когда литейное производство
только-только появилось, литейщики использовали глиняные формы, причем
модель делали из воска.
Пик развития литейного ремесла в Древней Руси приходится на XII–XIII
века. В это время появляются уже двусторонние формы с разветвленными
литниковыми системами, с помощью которых изготавливали самые
разнообразные изделия: посуду, металлические украшения, наконечники для
стрел и копий. И уже к XIV веку на Руси овладели техникой литья
бронзовых пушек – это явилось немаловажным событием в истории молодого
государства.
В XV веке для литья труб и гирь стали использовать чугун, а в XVI веке,
наряду с бронзой и чугуном, применять также и смесь из сырого кварцевого
песка, глины и овечьей шерсти.
С течением времени постепенно развивалось и литейное производство.
Позднее появилась сталь. В связи с тем что потребности населения в
изделиях из металла возрастали, литейное производство значительно
совершенствовалось, усложнялось. В это время появились даже научные
труды по технологии отлива из металла.
В России родоначальниками науки о литье традиционно принято считать
ученых-металлургов: Аносова П. П., Чернова Д. К. и Лаврова А. С.
Оборудование рабочего места
Оборудовать литейную мастерскую в домашних условиях крайне сложно. Как и кузницу, правила безопасности запрещают делать ее в квартире многоэтажного дома. Получение отливок из бронзы или латуни требует довольно высоких температур и подготовительных работ, для которых нужна большая площадь.
Еще одна причина, по которой не стоит проводить плавку металлов дома, – необходимость хранения большого количества горючих материалов, так как обычная плавильная печь, работающая на угле, потребляет его столько, что в случае пожара потушить дом будет крайне сложно.
Многие литейщики-любители используют в качестве топлива пропан, хранящийся в баллонах. Он не выделяет побочных продуктов горения, прост в эксплуатации и обладает массой других достоинств. Но этот газ крайне взрывоопасен, поэтому хранить баллоны лучше в сарае, а рабочее место устроить так, чтобы они располагались в другом помещении, подальше от открытого огня.
Лучше всего устроить литейную мастерскую в отдельном строении на даче или в деревне. При этом подготовительные работы, то есть формовку небольших моделей, вполне можно производить дома, но при этом надо соблюдать технику безопасности.
Для формовки, собственно литья и хранения топлива необходимо предусмотреть отдельные помещения. Они должны хорошо сообщаться между собой, что облегчает переноску тяжелых форм от одного участка к другому.
Самое просторное помещение отводится для литейной. В центре, подальше от стен, ставится печь. Пол вокруг делается земляным или выкладывается кирпичом.
В стороне ставится невысокий верстак для литейной формы. Уровень расположения литейной чаши не должен быть выше уровня верхней части печи, чтобы при работе ковш не приходилось поднимать.
Одежду литейщика следует делать из прочного материала, хорошо защищающего от тепла. Высокие ботинки на толстой подошве предохраняют ноги во время работы около печи. На руках обязательно должны быть перчатки, а при заливке – рукавицы из двухслойного брезента.
Комната для формовки должна иметь не только хорошее дневное, но и искусственное освещение. Литниковые системы собираются на широком верстаке, за которым должно быть одинаково удобно и сидеть, и стоять. Большие формы заполняются и собираются прямо на полу.
Стол должен иметь жесткую крышку и прочно стоять на ножках, поскольку масса некоторых заполненных форм довольно велика. Вокруг него располагают ящики с инструментами, необходимыми при формовке, и съемными частями литниковых форм.
Многоразовые опоки средних размеров, очищенные от остатков формовочного материала, хранятся в специальном шкафу. Песок и глину держат в больших стационарных ящиках.
Обычно начинающему литейщику доступны два легкоплавких материала – свинец и олово. Пользоваться первым не рекомендуется, несмотря на всю простоту его обработки в домашних условиях. Во-первых, свинец ядовит и дышать его парами опасно. Во-вторых, от неосторожных опытов могут пострадать близкие и соседи.
Оборудование для микролитья
Другой металл – олово издавна использовался для отливки небольших предметов быта, а также игрушек. Помните сказку Г. Х. Андерсена «Стойкий оловянный солдатик»? Чтобы сделать фигурку из олова, понадобится большой опыт формовки, но сам металл крайне прост в обращении. Рабочее место оборудовать совсем несложно. Прежде всего необходим просторный стол, за которым можно было бы стоя собирать литейные формы и производить засыпку формовочной смеси. Место должно быть хорошо освещено, поскольку формы для микролитья (именно так называется отливка небольших изделий) по сложности не отличаются от обычных, хотя размеры их гораздо меньше.
Инструменты
Литье – сложный технологический процесс, требующий большого терпения. Для литья различных изделий необходимы специально изготовленные формы-опоки, модели, стержневые ящики для изготовления стержней и разнообразные инструменты. Могут потребоваться также шаблоны (формовочные, скребковые, контрольные) и кондукторы для зачистки стержней.
Все перечисленные приспособления и являются для литейщика специальными инструментами, с помощью которых можно создать в домашних условиях самые разнообразные изделия из металла.
Модель отливки
Для создания отливки необходимо использовать приготовленную модель.
Модель служит для создания отпечатка в литейной форме, именно с ее помощью будущему изделию задаются необходимые контуры. В ручном литье, как правило, используются неразъемные и разъемные деревянные, пластиковые и гипсовые модели.
Чаще всего при ручном литье для изготовления штучных (наиболее сложных) изделий используют деревянные модели, предназначенные для неоднократного применения. Подобную модель несложно изготовить в домашних условиях.
Для этого отбирают наиболее прочные породы деревьев: ольху, сосну, бук. Отдельные детали в разъемных моделях можно изготовить из березовой и буковой фанеры и затем скрепить их с помощью гвоздей, шурупов, болтов, нагелей или просто склеить.
Такие части моделей в процессе формовки очень быстро изнашиваются, и потому их лучше всего готовить из особенно твердых пород деревьев, а также из древесного слоистого пластика ДСП-8, металла или пластмассы. Чтобы предназначенные для затачивания форм и стержней шаблоны служили долго, их предварительно армируют – обвертываютстальной пластиной толщиной 2–5 мм.
Поверхность моделей отливки должна быть достаточно ровной и гладкой. Для того чтобы добиться этого, ее необходимо покрыть двойным слоем модельного лака. Делают это, как правило, после грунтовки и шпатлевки поверхности.
Виды моделей отливок
Модели отливок бывают:
1. Простые (это обычно неразъемные или с разъемом по плоскости модели без отъемных деталей и стержневых знаков).
2. Средней сложности (это модели средние – от 500 до 1500 мм и крупные – от 1501 мм и более, со стержневыми ящиками).
3. Сложные (это разъемные модели крупных размеров, предназначенные для литья таких больших деталей машин, как блок цилиндра внутреннего сгорания, станины металлорежущих станков и др.).
По конструкции все модели отливок разделяют (рис. 161) на:
1. Неразъемные (рис. 161, а). Такие модели часто используют при ручном литье. Их достают из формы, не разделяя на части (хотя в некоторых случаях применяют и состоящие из нескольких мелких деталей шаблоны – рис. 161, в). Причем при формовке они оставляют четкий отпечаток наружного контура требуемой модели.
2. Разъемные (рис. 161, б). Модели подобного типа состоят обычно из нескольких частей, легко отделяющихся друг от друга по плоскости (или по сложной поверхности) детали.
3. Специальные (формовочные шаблоны и скелетные модели). Их часто применяют для формовки штучных изделий из металла.

Рис. 161. Модели отливок: а, в – неразъемные; б – разъемные.
Подъемы
Для того чтобы вытолкнуть получившуюся модель, в форме устанавливают подъемы различных модификаций: остроконечные, вставные (которые часто используют для небольших по массе и размеру моделей), крючковые (также применяемые для мелких и средних моделей), вертикальные полосовые (для крупных по размеру моделей) и болтовые (для моделей с достаточно большой массой).
Молотки
При извлечении отливки из формы пользуются молотками и металлическими стержнями. При этом молотком с силой ударяют в различных направлениях по нижней части стержня так, чтобы растолкать модель.
Для предохранения отливки от разрушения необходимо в наиболее прочных местах установить металлические пластины, в которых предварительно проделать отверстия для стержня. Такие пластины могут быть комбинированными, то есть иметь два отверстия: одно для расталкивателя, а другое, с резьбой, для установки в модели подъема.
Литейные формы
С помощью модели отливаемого изделия, различных приспособлений и инструментов из песчаной смеси, называемой формовочной, изготавливают литейную форму. В нее заливают расплавленный металл, который заполняет полость и остывает в ней. После этого образуется отливка, внешне повторяющая очертания модели. В литейную форму можно заливать чугун, латунь, бронзу и другие сплавы.
Разовые формы
Литейные формы бывают разовые и многократные. Разовые заливают металлом только один раз. После удаления отливки их разрушают. Основной составляющей формовочных смесей при изготовлении этих форм является кварцевый песок. В качестве связующей добавки используют глину. Разовые формы для художественных отливок могут быть разъемными и неразъемными, цельными и кусковыми, сухими и сырыми.
Многократные формы
Прочность и огнеупорность многократных форм позволяет после каждой заливки использовать их повторно, после небольшого ремонта внутренней поверхности. Иногда их применяют до 150 раз. Изготовляют эти формы из огнеупорных материалов (молотый шамот, асбест, графит).
Бывают также металлические литейные формы. Они называются кокилями и используются при производстве отливок специальными способами литья.
Опоки (полуформы)
Литейная форма состоит из двух полуформ-опок, служащих для того, чтобы удерживать смесь при ее уплотнении, а также при перемещении и закреплении полуформ (рис. 162).
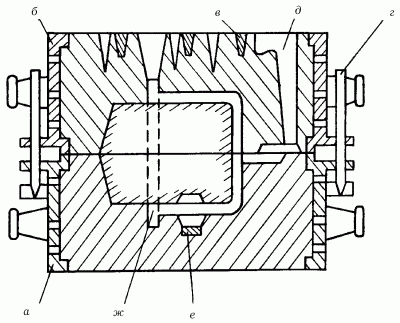
Рис. 162. Литейная форма: а, б – полуформы-опоки; в – крестовины опок; г – штырь; д – литниковая чаша; е – холодильник; ж – полость формы.
Опоки, как правило, заполняют смесью из неорганичеких (кварцевый песок, глина) и органических (уголь, опилки) материалов. На боковой стороне опок необходимо сделать цапфы или небольшие ручки для удобства транспортировки.
Опоки по внешнему виду напоминают деревянные или металлические рамки (рис. 163, 164).

Рис. 163. Деревянная опока для ручной формовки.
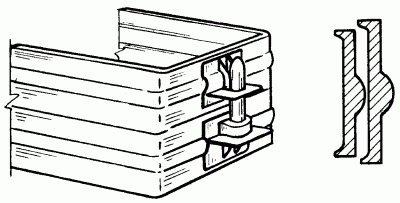
Рис. 164. Опока из фасонного проката.
Предназначены они для уплотнения формовочной смеси при ручном изготовлении литейных форм и потому должны быть очень прочными и достаточно легкими.
При ручной формовке рекомендуют использовать небольшие по размерам и массе (до 30 кг – без смеси, до 60 кг – со смесью) опоки, которые впоследствии можно будет достаточно легко перемещать.
При литье в домашних условиях очень важно правильно выбрать опоку необходимого размера, чтобы при ее использовании не произошло разрушения формы. При выборе и установке опоки нужно учитывать следующие параметры:
– расстояние между полостью формы и стенкой мелкой опоки должно составлять 30–50 мм, крупной – от 100 до 150 мм;
– расстояние от стержневого знака до боковой стенки опоки не должно превышать 50 мм;
– расстояние от модели до верхней или нижней поверхности мелкой опоки должно быть 40–60 мм, средней опоки – 60–120 мм, крупной – более 100 мм;
– расстояние от нижнего знака стержня до нижней части опоки может составлять от 20 до 120 мм;
– от верхнего знака стержня до верхней части опоки следует выдерживать расстояние в 50–120 мм;
– при формовке сразу нескольких отливок в одной опоке расстояние между полостями формы должно быть не менее 20–25 мм для тонкостенных и невысоких отливок и 30–50 мм при изготовлении форм с высокими и толстыми стенками.
Скрепление опок
Для скрепления парных опок на их стенках необходимо сделать выступы, или приливы, в которых затем нужно высверлить отверстия, предназначенные для впрессованных стальных втулок. Две опоки можно скрепить двумя способами (рис. 165):
1. Штырем (рис. 165, а). В данном случае при скреплении деталей используемые металлические штыри вставляют в отверстия ушек верхней опоки.
2. На штырь (рис. 165, б). При этом способе скрепления верхнюю опоку надевают на штыри, предварительно закрепленные на нижней.
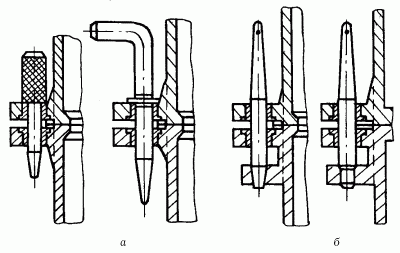
Рис. 165. Способы скрепления опок: а – штырем; б – на штырь.
Стержневые ящики и стержни
Стержневые ящики – необходимый инвентарь литейщика. Их используют для изготовления больших партий стержней, чаще делают из песчано-глинистых смесей.
Литейный стержень по внешнему виду напоминает штырь. С его помощью при литье делают необходимые отверстия и задают нужные контуры будущей отливке. В форме его закрепляют на специально сделанном для этого выступе, который в процессе производства отливки входит в соответствующую ему впадину.
Литниковая система
Литниковая система устанавливается для обеспечения плавного и равномерного продвижения жидкого металла по каналам формы, а также является своеобразным фильтром для используемого расплава.
Подобная система, как правило, состоит из литниковой чаши (воронки), стояка, шлакоуловителя, питателей и прибылей.
Воронка
Из разливочного ковша расплавленный металл наливают в литниковую чашу, или воронку, которая располагается в верхней части формы (рис. 166).
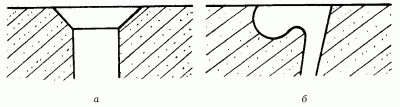
Рис. 166. Виды литниковых воронок: а – простая; б – в форме чаши.
Для изготовления небольших по размеру отливок из алюминия или чугуна в форме проделывают воронку (рис. 166, а). Для литья крупных изделий в форме создают чашу (рис. 166, б). Причем выступ на ее дне служит в качестве своеобразного шлакоуловителя.
Стояк
Из литниковой чаши (или воронки) жидкий сплав попадает в стояк, обычно вертикально расположенный в верхней полуформе под углом 2–4° и имеющий коническую или цилиндрическую форму. Модели стояков лучше всего изготавливать из дерева.
Шлакоуловитель
Он является своеобразным передаточным звеном, откуда очищенный от шлаков сплав поступает к питателям. По внешнему виду шлакоуловитель представляет собой горизонтально расположенный канал.
Поскольку плотность жидкого металла и шлаков различна, последние быстрее всплывают на поверхность. В остывшем вязком сплаве этот процесс идет медленнее, и мелкие включения не успевают всплывать на поверхность. Поэтому очистку лучше проводить, пока металл еще не успел охладиться.
На рис. 167 представлены различные виды шлакоуловителей.

Рис. 167. Виды шлакоуловителей: а – обычный; б – с удержанием шлака в широком канале; в – с удержанием шлака в высоком канале.
Питатели
Питатели имеют обычно прямоугольную или трапециевидную форму. Они должны легко отделяться от полученного в процессе литья и затем охлажденного изделия. Питатели чаще всего делаются прямоугольной или трапециевидной формы, реже – полукруглой. Из них жидкий металл попадает непосредственно в полость формы.
Прибыли
В форме необходимо также расположить прибыли. При охлаждении некоторые металлы дают очень большую усадку, поэтому недостаток металла необходимо компенсировать. Для этого в верхних полуформах создают дополнительные каналы и полости, в которые заливается добавочный металл (рис. 168).
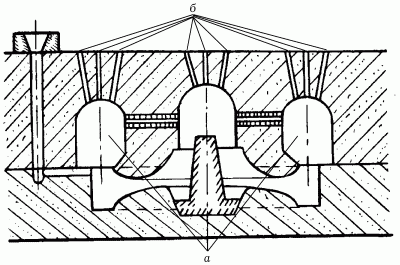
Рис. 168. Прибыли: а – полости для прибылей; б – каналы для выхода воздуха.
Холодильник
С помощью холодильников можно регулировать процессы охлаждения металла внутри формы. Различают внешние и внутренние холодильники.
Внешние холодильники располагают в различных местах формы: под фланцем отливки, под полкой, в углу стенки, сверху и в углах Т-образной стенки. Такие холодильники, как правило, вклеивают внутрь формы с помощью жидкого клея.
При литье крупных изделий отдельные части холодильника (шпильки, проволочную спираль или металлическую пластину) размещают внутри полости формы, причем при взаимодействии с жидким металлом такой внутренний холодильник должен полностью расплавиться.
Выпоры
Для выведения из полости лишнего воздуха и образующихся в процессе литья газов в форме делают выпоры – вертикально расположенные каналы, которые выходят наружу и в полость формы.
С этими же целями в полуформах с помощью длинных игл – душников – проделывают вентиляционые каналы.
Жеребейки
Для стержней при отливе необходимо установить дополнительные опоры – жеребейки, которые должны будут сплавиться с жидким металлом.
Для лучшего сплавления их поверхность рекомендуют покрывать оловом.
Жеребейки бывают самых разнообразных конфигураций. Они должны иметь гладкую и чистую поверхность.
При этом для литья из стали нужно использовать жеребейки из низкоуглеродистой стали, для литья чугунных изделий применяют чугунные жеребейки.
При изготовлении тонкостенных отливок (толщиной не более 10 мм) лучше всего использовать жеребейки из белой жести, а при литье крупных изделий применяют литые.
Служебные инструменты
Помимо литейной формы, стержней и модельного комплекта, для ручного литья необходим и другой инвентарь, который условно можно разделить на несколько групп (рис. 169).

Рис. 169. Служебный инструмент для ручной формовки: а – сито; б – совковая лопата; в – ручные трамбовки; г – гладилки; д – угловые гладилки; е – крючок; ж – формовочный нож; з – фигурные ложки; и – стальные иглы.
1. Инструменты, предназначенные для заполнения опоки формовочной смесью: прямоугольные или круглые сита с металлической сеткой (рис. 169, а), плоские или совковые лопаты (рис. 169, б).
2. В опоке смесь утрамбовывают с помощью ручных трамбовок (рис. 169, в), которые, в зависимости от назначения, могут быть различными: короткими – для уплотнения смеси в опоках с низкими стенками, длинными – для уплотнения смеси в крупных опоках, с острыми или тупыми концами – для уплотнения смеси, соответственно, в объеме опоки или у ее поверхности.
3. Для контроля поверхностного слоя засыпанной и утрамбованной смеси используют ватерпас, или уровень.
4. Ровную и гладкую поверхность можно создать с помощью гладилки или ланцета (рис. 169, г).
5. Выправлять углы лучше всего угловыми гладилками (рис. 169, д).
6. Упавшие внутрь формы частицы формовочной смеси можно удалить с помощью крючка (рис. 169, е).
7. Для того чтобы избежать разрушения во время извлечения модели из формы, смесь необходимо предварительно увлажнить с помощью кисти.
8. Литниковые каналы лучше всего проделывать специальными ножами (рис. 169, ж).
9. Сгребать формовочную смесь в сито удобнее с помощью скребков и совков.
10. Для выравнивания поверхности литниковых ходов часто используют фигурные ложки (рис. 169, з).
11. Вентиляционные каналы можно проделать с помощью стальных игл разных диаметров (рис. 169, и): 3–5 мм – при изготовлении небольших форм, 7–10 мм – для крупных отливок.
12. Приготовленные модели расталкивают, используя специальные молоточки – киянки.
13. Лишними не окажутся и щетки, которыми можно сметать остатки и ненужные комочки формовочной смеси.
14. Для уплотнения формовочной смеси при изготовлении достаточно больших по размеру и массе форм рекомендуют использовать пневматическую трамбовку.
15. Часто внутри форм, на крестовинах, закрепляют крючки из изогнутой низкоуглеродистой стальной проволоки, которые служат опорой для формовочной смеси. Эти крючки для лучшего сцепления со смесью можно обмазать жидкой формовочной глиной.
16. Для того чтобы лучше зафиксировать формовочную смесь в верхней опоке, в ней устанавливают деревянные колышки.
17. Такие места в форме, как выступающие части, углы, болваны и переходы от тонких сечений к толстым, закрепляют с помощью литейных гвоздей, или шпилек.
18. Проволочные или литые каркасы используют в литье в качестве «скелета» стержней. При этом в небольшие по размерам стержни вставляют каркасы из тонкой проволоки, в более крупных стержнях устанавливают каркасы либо из проволоки диаметром до 9 мм, либо литые из чугуна.
19. Каждому литейщику необходимо всегда иметь под рукой пульверизатор (для нанесения краски на детали) и пневматические сопла (для обдува готовых форм перед сборкой их частей).
Материалы
Формовочные материалы
При наличии всевозможных инструментов и приспособлений, модели и песчаной смеси, которую называют формовочной, можно изготовить литейную форму. В нее заливается металл. Этот процесс и есть получение отливки. Процесс изготовления литейной формы является наиболее продолжительным и трудоемким при производстве литья. Его называют формовкой. Ее подразделяют на формовку по-сырому (когда форму заливают в сыром виде), по-сухому (форму заливают после сушки), по модели, по шаблону, в почве, в опоках, на ручную и машинную в зависимости от сложности и размеров отливок, способа формовки и степени механизации процесса, типа применяемой для изготовления литейной формы формовочной смеси.
В зависимости от их применения формовочные материалы подразделяются на исходные материалы и смеси, а исходные, в свою очередь, – на основные и вспомогательные. Они имеют также рабочие свойства: природные и технологические. Природные свойства характерны для исходных формовочных материалов – песков и глин. К ним относятся морфологический, зерновой и химический составы материалов.
Вспомогательные формовочные материалы
Они включают в себя различного рода добавки, припылы, краски, натирки, формовочные клеи, разделительный песок и пр.
Добавки
Добавки – это опилки, молотый каменный и древесный уголь, конский волос, чугунная дробь. Их используют при изготовлении крупных форм и стержней, подвергающихся сушке перед заливкой металла. Для уменьшения пригара смеси к стенкам отливки добавляют 3–6 % каменноугольной пыли. В производстве крупных архитектурных отливок, во избежание образования трещин, которые появляются при сушке, в формовочную смесь добавляют конский волос. Для быстрого охлаждения массивных частей отливки применяют чугунную дробь, которую добавляют в формовочную смесь.
Припылы
Припылы – это порошки, наносимые на внутреннюю поверхность сырой формы. Это делается для того, чтобы расплавленный металл не смачивал стенки формы, и с целью предупреждения образования пригара на отливке.
В зависимости от размера изделия и толщины его стенок в качестве припыла применяют древесноугольный порошок, серебристый или черный графит, цемент и маршаллит.
Формовочные смеси и их свойства
Если предстоит получить отливку со сложным рисунком и тонкими стенками, то нужно обратить внимание на качество формовочной смеси при изготовлении литейной формы. Ее свойствами являются прочность, пластичность, газопроницаемость, огнеупорность, податливость, состав зерен, теплопроводность.
Залитый в форму металл при кристаллизации и охлаждении уменьшается в объеме, и готовая отливка будет иметь несколько меньшие размеры, чем полость формы. Такое явление называют усадкой отливки.
Литейная форма не должна сопротивляться усадке металла. Иначе в стенках отливки могут образоваться трещины из-за напряжений, возникающих в металле.
Свойство формовочной смеси, характеризующее сопротивление усадке отливки в форме, называется податливостью.
Материалы для отливок
При художественном литье металлы в чистом виде практически никогда не применяют, так как их свойства не соответствуют требованиям, предъявляемым к отливкам. При соединении двух и более химических элементов в определенных пропорциях получаются сплавы. Они бывают нескольких разновидностей: цветные (медь, олово, алюминий, свинец, цинк, магний и т. д.), черные сплавы (чугун и сталь). Наибольшее распространение получили медные сплавы в производстве монументальных отливок, а серый литейный чугун – при отливке малых форм.
Залитый в форму сплав при охлаждении теряет объем. Это называется усадкой, которая бывает объемной и линейной. Если в отливках возникают внутренние напряжения, вызывающие трещины, пористость, усадочные раковины, то причиной этому стала усадка.
Она также негативно влияет на объем и размеры изготовляемых отливок.
При кристаллизации сплава возникает неоднородность химического состава – это ликвация, которая наиболее выражена в массивных сечениях изделия.
Употребляемые литейные сплавы
Здесь речь пойдет о сплавах, применяемых при художественном литье. Как уже говорилось выше, их несколько.
Медные сплавы
Если изделие будет работать в условиях повышенного трения, во влажной среде (морская вода), то такие детали необходимо изготавливать из медных сплавов. Они имеют хорошие литейные свойства, и их используют при художественном литье. Существует два вида медных сплавов – бронза и латунь. Расскажем немного о каждом. Олово, свинец, марганец, алюминий, добавленные к меди, – это и есть бронза. В свою очередь, бронза бывает двух видов – оловянная и безоловянная. Оловянные бронзы имеют как достоинства (высокое сопротивление износу и действию воды, хорошая жидкотекучесть), так и недостатки (высокая стоимость, низкая прочность при повышенной температуре, склонность к образованию усадочной пористости). Безоловянные бронзы обладают хорошей коррозионной прочностью и стойкостью, недороги, но в то же время отливки из них получаются с усадочными раковинами, не очень плотными.
Латунь – это сплав меди с цинком. Иногда добавляют и другие химические элементы. Эти сплавы чаще всего используют при изготовлении отливок со сложной поверхностью, потому что они имеют более плотную структуру и малую газовую пористость.
Алюминиевые сплавы
Они делятся на группы и марки, обладают хорошими литейными свойствами, великолепно обрабатываются, имеют малую плотность и очень прочны. Наибольшее применение имеет группа сплавов кремния с алюминием. Их называют силуминами.
Серый чугун
Если учесть дефицитность и высокую стоимость медных сплавов, то лучшей замены им, чем серый чугун, не найти. Он обладает хорошими технологическими свойствами, высокой коррозионной стойкостью и низкой стоимостью. Поэтому широко применяется при изготовлении малых форм.
Техника формовки
Ручная формовка – процесс достаточно трудоемкий, однако терпение и желание создать необычное изделие из металла могут помочь овладеть им. В технологии ручной формовки особенное внимание следует уделять двум основным процессам: наполнению формы и уплотнению формовочной смеси. Недостаточное наполнение и уплотнение смеси часто приводят к различным дефектам на отливках.
Брак на изделиях может появиться в результате чрезмерного наполнения формы смесью, так как при этом нарушается выход газов и воздуха из полости. Наполнять формы и уплотнять смесь нужно равномерно по всему объему так, чтобы при этом не образовывались впадины и излишне плотные места в формовке.
Подготовка исходных формовочных материалов
Формовочные материалы порой бывают в состоянии, непригодном для приготовления смесей. Поэтому их подвергают предварительной обработке – сушке, размолу, просеиванию.
Сушку производят различными способами. Когда расход смесей небольшой, сушат в простых печах, на противнях. При большом потреблении материалов – в специальных барабанных печах.
Некоторые пески поступают из карьеров в виде спрессованных пластин, а глины – в виде комков. Поэтому их после сушки подвергают размолу в бегунах.
Просеивание производят после размола на вращающихся или качающихся ситах.
Подготовка отработанной смеси включает в себя дробление, магнитную сепарацию и регенерацию.
Приготовление и испытание формовочных смесей
Нижеперечисленные операции входят в процесс приготовления формовочных смесей: составление смеси, перемешивание сухого состава, увлажнение, перемешивание влажного песка, вылеживание, разрыхление. Перед формовкой необходимо проверить качество формовочной смеси. Проверяют не все свойства, а только самые важные: газопроницаемость, прочность, количество глины, влажность и зерновой состав песка.
Изготовление моделей
Изготовить модели для отлива в домашних условиях не так сложно, как может показаться на первый взгляд.
Небольшие по размеру неразъемные модели, состоящие из нескольких склеенных между собой досок, необходимо предварительно обработать на токарном или фрезерном станке.
Модели более крупных размеров собирают из подготовленных продольных или поперечных рам и затем соединяют в определенном порядке для получения необходимой формы. После этого деревянный каркас обшивают досками или листами фанеры толщиной в 30 мм, поверхность которых затем зачищают. И лишь потом присоединяют мелкие детали модели (ребра, бобышки, приливы), а также вставляют и закрепляют подъемы.
Разъемные модели соединяют с помощью деревянных или металлических шипов-дюбелей, которые закрепляют без использования клея, так как они подвержены быстрому износу. Металлические дюбели при этом крепят к модели шурупами, а деревянные удерживаются вообще без какого бы то ни было крепления за счет силы трения.
Отъемные детали прикрепляют к модели с помощью металлических шпилек или шипов типа «ласточкин хвост». При этом шпильки используют для моделей, предназначенных для выпуска небольшой партии изделий, а деревянные или металлические шипы «ласточкин хвост» применяют для скрепления частей моделей, по которым изготавливают большое количество форм для отлива.
Галтели в деревянных моделях можно установить различными способами: с помощью клея (рис. 170, а), врезать в модель (рис. 170, б) или изготовить непосредственно в ней (рис. 170, в). Такую деталь для формовочной модели можно изготовить и из замазки (рис. 170, г).
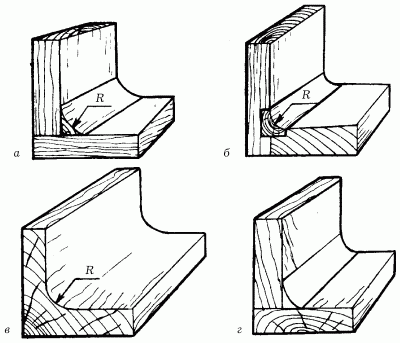
Рис. 170. Установка галтелей: а – вклеивание; б – врезание; в – цельная галтель; г – замазка.
Формовка
Первоначально необходимо на модельной плите расположить модель отливки и питателя. После этого установить нижнюю опоку так, чтобы ее приливы оказались внизу, после чего предварительно слегка присыпанную серебристым графитом модель посыпать просеянной облицовочной смесью. Затем опоку надо заполнить смесью из органических и неорганических материалов (о них говорилось выше).
После наполнения формы ее нужно хорошо утрамбовать сначала острой трамбовкой для уплотнения стенок, а потом с тупым бойком, чтобы утрамбовать поверхностные слои наполнительной смеси, излишки которой потом можно удалить с помощью деревянной линейки. Для того чтобы при отливе газы выходили наружу, в смеси длинной металлической иглой проделывают вентиляционные каналы, которые не должны касаться модели.
После завершения данных операций заполненную нижнюю полуформу необходимо перевернуть на 180° так, чтобы вентиляционные каналы оказались на дне будущей формы, а приливы, наоборот, вверху. Затем ее располагают на столе верстака и снимают контрольную мерку плотности смеси нижней полуформы с помощью твердомера.
После проверки того, что смесь достаточно уплотнена, ее поверхность необходимо выровнять гладилкой, а затем закрепить знак модели. Поверхность нижней полуформы надо присыпать сухим кварцевым разделительным песком, а затем удалить все излишки материала, верхнюю же полуформу установить на нижнюю и модель вновь присыпать графитом.
Затем на модели питателя (расположенном в нижней опоке) закрепляют модели шлакоуловителя и стояка, после чего их засыпают слоем облицовочной смеси, которую вручную уплотняют вокруг стояка. В опоку засыпают наполнительную смесь, которую хорошо уминают плоской трамбовкой, после чего ее поверхность выравнивают линейкой, удаляя излишки.
Для предотвращения скопления воздуха и газов при нагреве в смеси верхней полуформы (так же, как и нижней) необходимо сделать вентиляционные каналы.
После завершения этого процесса нужно изготовить литниковую воронку и удалить стояк. Перед тем как извлечь шлакоуловитель и знак, необходимо разделить полуформы и смести щеткой разделительный песок. После формовки верхней опоки нужно измерить плотность наполнительной смеси в плоскости разъема и разровнять ее поверхность гладилкой.
Затем в модели закрепляют подъем. Для этого ее расталкивают, ударяя молотком по подъему, и только после этого осторожно (в строго вертикальном направлении) вынимают модель и питатели. Для того чтобы облегчить ее извлечение, смесь нужно предварительно увлажнить с помощью пеньковой кисти.
После извлечения модели форму осматривают, исправляют дефекты. Для этого поврежденные места нужно смочить глиной или жидким стеклом и исправить формовочным инструментом. При этом лучше всего пользоваться специальными шаблонами и деревянными линейками, учитывая то, что стенки форм и их поверхность должны быть ровными и гладкими, а платики и бобышки – иметь четкие линии. Форму, брак которой настолько велик, что она имеет множество слабо или, наоборот, чрезмерно уплотненных мест и различных повреждений, использовать для отливки нельзя. Такие формы разрушают, выбивая и удаляя из них формовочную смесь.
В смесях качественных форм закрепляют стержень, после чего опоки спаривают, соединяя штырями, и устанавливают на формовочной смеси, придавив сверху грузом.
Подготовка форм к заливке металла
После того как формы высохнут, их необходимо отделать и собрать разъемные детали.
Перед отливом рабочую поверхность формы следует закрепить шпильками длиной до 10 см. Прежде всего нужно закрепить наиболее слабые и подверженные различным повреждениям места формы: бобышки, болваны, платики, ребра, углы и боковые кромки, а также исправленные участки.
Для этого шпильки (или литейные гвозди) вдавливают в смесь, располагая их при этом на определенном расстоянии друг от друга: у питателей с интервалом в 25–35 мм, у поверхности 50–70 мм, нижнюю часть и вертикальные поверхности закрепляют шпильками, располагая их на расстоянии в 25–100 мм одна от другой, нижние и боковые выступы – на расстоянии 50–75 мм, верхние 25–40 мм. Перечисленные выше участки сырых форм рекомендуют закреплять несколько чаще, увеличивая частоту расположения шпилек в два раза.
Готовая к заливке жидким металлом форма должна иметь хорошо подготовленную литниковую систему с прочными, ровными и гладкими стенками.
Формы можно красить как перед просушкой, так и после нее. При окрашивании сырой формы ее необходимо обработать: хорошо выровнять полость и замазать подтеки и заливы краски с помощью влажной пеньковой кисти.
Сборка деталей формы
Для литья используют только качественные (неповрежденные, хорошо просушенные, с ровной и гладкой поверхностью) формы.
Стержни маленьких размеров закрепляют в нижней полуформе вручную, предварительно тщательно выверив их размер: они должны плотно входить в углубления в форме, причем их вентиляционные каналы должны совпадать с теми же каналами в форме. Для лучшей фиксации необходимо использовать жеребейки, которые закрепляют стержни в нужном месте и не дают им всплыть при заливке сплавом.
Для того чтобы жидкий металл при заливке не попадал в вентиляционные каналы и зазоры между стержнем и формой, на знаковой части рекомендуют сделать выступы (обжимные пояски), а ее зазоры заполнить глиной, паклей, асбестом или песком.
При сборке частей форм необходимо постоянно контролировать их размеры. Производить это можно с помощью линейки, угольника, кронциркуля или нутромера. Изогнутые поверхности можно контролировать, установив конусы или небольшие валики из глины. Однако этот процесс занимает достаточно много времени, и потому измерения подобных поверхностей удобнее производить с помощью шаблонов и кондукторов.
После установления и закрепления стержня его подъем необходимо заделать формовочной смесью. Участок должен быть тщательно отделан: прошпилен, хорошо просушен и выкрашен.
Для того чтобы предотвратить утечку сплава по линии разъема сырых полуформ, необходимо по периметру литниковой системы и полости формы, на расстоянии 40–100 мм от нее, произвести подрезку слоя смеси с помощью гладилки. В просушенных формах для этого прокладывают графитоасбестовый шнур, отступая от полости на 40–60 мм.
После сборки, перед применением, формы нужно очистить щеткой от пыли, остатков смеси и песка. И только затем надо устанавливать литниковые чаши (или воронки), сделанные из стержневой смеси или глины.
В полностью подготовленную форму можно заливать сплавы.