содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..
Склеивание неподвижных неразъемных соединений
Склеивание деталей – это последний вид сборки неподвижных неразъемных
соединений, при котором между поверхностями деталей сборочного узла
вводится слой специального вещества, способного неподвижно скреплять их,
– клея.
У данного вида соединений имеется ряд преимуществ: во-первых,
возможность получения сборочных узлов из разнородных металлов и
неметаллических материалов; во-вторых, процесс склейки не требует
повышенных температур (как, например, сварка или пайка), следовательно,
исключается деформация деталей; в-третьих, устраняется внутреннее
напряжение материалов.
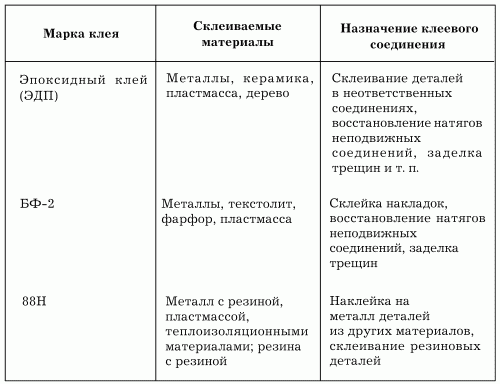
В слесарно-сборочных работах обычно используются клеи: ЭДП, БФ-2, 88Н
(табл. 3).
Таблица 3. Марка клея и область его применения
Подобно всем другим видам соединений, качество клееных во многом зависит от правильности подготовки поверхностей к процессу склеивания: на них не должно быть пятен грязи, ржавчины, следов жира или масла. Очистку поверхностей осуществляют металлическими щетками, шлифовальными шкурками, материал для удаления жировых и масляных пятен зависит от марки используемого клея: при склеивании деталей клеем 88Н применяется бензин, под клеи ЭДП и БФ-2 – ацетон.
Процесс склеивания деталей состоит из следующих операций:
– подготовить поверхности деталей и выбрать марку клея (см. выше);
– нанести на поверхности в местах соединения первый слой клея (эту операцию можно выполнять кисточкой либо поливом), просушить, нанести второй слой клея, соединить детали и прижать их друг к другу струбцинами (здесь важно следить за точным совпадением деталей и их плотным прилеганием);
– выдержать клееный узел и очистить швы от подтеков клея.
Режим сушки первого слоя клея: ЭДП наносится в один слой и сушки не требует; БФ-2 требует сушки 1 час при температуре 20 °C («до отлипа»); 88Н – 10–15 минут на воздухе. После нанесения второго слоя выдержать 3–4 минуты и только потом соединить детали.
Режим выдержки клееных соединений: при использовании клея ЭДП – 2–3 суток при температуре 20 °C или 1 сутки при температуре 40 °C; клей БФ-2 – 3–4 суток при температуре 16–20 °C или 1 час при температуре 140–160 °C; клей 88Н – 24–48 часов при температуре 16–20 °C под грузом.
При сборках машин и механизмов иногда используют комбинированные клееные соединения – клеесварные: на сопрягаемую поверхность одной из деталей наносят слой клея ВК-9, а вторую деталь приваривают методом точечной сварки по этому слою.
содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..