содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..
Развертывание (работы по металлу)
Развертывание – это окончательная, чистовая обработка отверстий, при
которой достигается высокая точность размеров отверстий, а также
удаляется шероховатость их стенок. При предварительной обработке
(сверлении и зенкеровании) на стенках отверстий для дальнейшей развертки
оставляют припуск около 0,1 мм на каждую сторону (больший припуск
приводит к быстрому затуплению режущих кромок инструмента и, как
следствие, к увеличению шероховатости стенок отверстия). Производится
развертка на сверлильных станках или вручную.
Инструмент для развертывания отверстий – развертка (рис. 46, г). Ручные
развертки на своей хвостовой части имеют квадратный конец для вращение
их с помощью воротка. На машинных развертках хвостовик конусный.
Для обработки конических отверстий используют комплект конических
разверток из трех штук: черновой (обдирочной), промежуточной и чистовой.
Гладкие цилиндрические отверстия обрабатывают развертками с прямыми
канавками. Если же в отверстии имеется шпоночный паз, то для его
развертывания применяют инструменты со спиральными канавками.
Последовательность действий при ручном развертывании отверстий (при
предварительном и чистовом) следующая:
– установить заготовку с отверстием на верстаке или закрепить в тисках
таким образом, чтобы с ней удобно было работать;
– выбрать развертку по размеру (ознакомившись с маркировкой), смазать
рабочую ее часть минеральным маслом и вставить ее в отверстие без
перекосов (для этого нужно проверить положение развертки относительно
оси отверстия угольником);
– надеть на квадрат хвостовика вороток и начинать медленно, без рывков
вращать развертку по часовой стрелке с усилием (как бы вкручивая
развертку в отверстие). Вращение развертки в обратном направлении
запрещено! Это может вызвать задиры на поверхности стенок отверстия;
– периодически развертку следует извлекать из отверстия для удаления
стружки и повторного смазывания минеральным маслом;
– завершать операцию развертывания необходимо: при обработке
цилиндрических отверстий – когда 3/4 рабочей части развертки выйдет из
отверстия с противоположной стороны; при обработке конических отверстий
– по положению предельных рисок конического калибра;
– если обрабатываемое отверстие имеет большую глубину или находится в
труднодоступном месте, то на квадрат хвостовика нужно надеть удлинитель,
а уже на него – вороток (рис. 47).
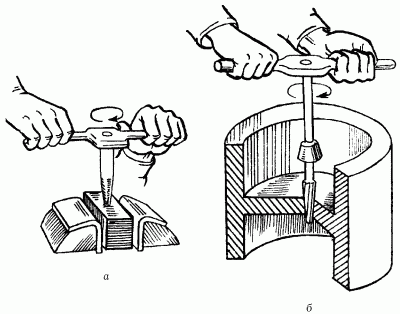
Рис. 47. Приемы развертывания: а – установка развертки и воротка; б – развертка с удлинителем.
Если обработка отверстий выполняется механическим способом – на сверлильном станке, то предпочтительнее производить полную последовательную обработку (сверление, зенкерование, развертывание) за одну установку заготовки. Установка заготовки: сверление – замена сверла на зенкер – зенкерование – замена зенкера на развертку – развертывание. При этом одновременно с заменой режущего инструмента производят и перенастройку скорости вращения шпинделя станка: для зенкерования она должна быть 60–100 об/мин, для развертывания – не более 50 об/мин.
При развертывании нужно применять охлаждающие жидкости: для стали и ковкого чугуна – минеральные масла, для меди – эмульсию, для алюминия – скипидар с керосином.
содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..