содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..
Опиливание плоскопараллельных поверхностей
(работы по металлу)
Сначала об опиливании кромок деталей из листового металла. Слесарям
хорошо известно, что на их зачистку уходит времени в 30–40 раз больше,
чем на то, чтобы его разрезать.
Время, уходящее на эту операцию, можно значительно сократить, саму
операцию сделать менее трудоемкой и более безопасной, если в работе
использовать небольшое приспособление, изготовленное из двух напильников
(рис. 29).
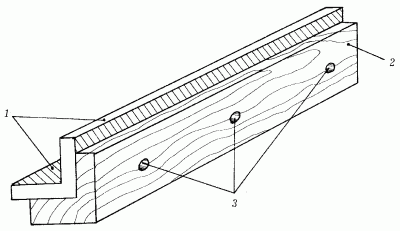
Рис. 29. Приспособление для опиливания кромок деталей из листового металла: 1 – напильники; 2 – деревянная ручка; 3 – болты.
Плоские напильники нужно обрезать на необходимую длину так, чтобы остались только рабочие поверхности, и просверлить в них отверстия для крепления. Затем вырезать из дерева ручку (в виде бруска), соответствующую длине напильников. В ручке необходимо вырезать прямоугольную выемку и прикрутить к ее сторонам напильники таким образом, чтобы они плотно прилегали друг к другу под прямым углом. Крепежные винты не должны выходить за плоскость рабочей поверхности напильника, их надо утопить чуть глубже. Таким модернизированным двойным напильником зачищать кромку стального листа очень легко и быстро. Кроме того, значительно уменьшается опасность травмирования об его острые кромки во время работы.
Прежде чем опиливать деталь, имеющую плоскопараллельные поверхности (например, в виде бруска, плиты), следует выбрать основную измерительную базу – как правило, это одна из наиболее широких поверхностей. Ее следует опилить окончательно, с проверкой плоскости и прямолинейности. Затем с помощью штангенциркуля проверяют параллельность широких поверхностей и толщину заготовки, определяя при этом подлежащий удалению припуск, замеры производят в 3–4 местах. После чего обрабатывают напильником вторую широкую сторону.
Если, помимо широких поверхностей, требуется обработка и узких, то из них выбирается одна из более длинных сторон (она принимается за вспомогательную базу). После ее полной обработки опиливаются короткие поверхности, примыкающие к ней под углом 90°, с обязательной проверкой перпендикулярности относительно вспомогательной базы. В завершение опиливается вторая длинная сторона.
При опиливании плоских поверхностей может применяться механический напильник (рис. 30).
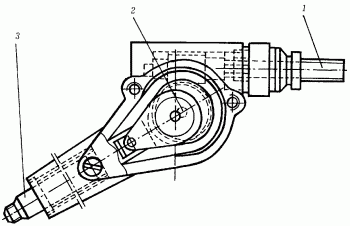
Рис. 30. Механический напильник: 1 – наконечник; 2 – эксцентрик; 3 – плунжер.
В этом напильнике при вращении наконечника от гибкого вала через червячную передачу получает вращение эксцентрик, сообщающий возвратно-поступательное движение плунжеру, к которому крепится напильник.
Можно сократить время опиловочных работ с помощью шлифовальных машинок, к которым крепятся абразивные круги (рис. 31).
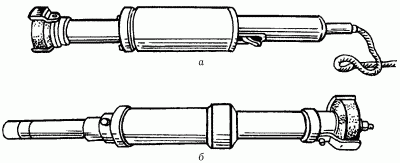
Рис. 31. Шлифовальные машинки: а – электрическая; б – пневматическая.
содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..