содержание .. 9 10 11 12 13 14 15 16 17 18 19 20 ..
Правка закаленного металла (рихтовка)
Для правки закаленного металла (рихтовки) мягкие правочные молотки
непригодны. Необходим специальный молоток с бойком из закаленного
металла или с закругленной узкой стороной. Рихтовочный молоток можно
изготовить самому. Для этого в узком бойке молотка необходимо сделать
прорезь и плотно запрессовать в нее заточенную под радиусом 0,1–0,2 мм
пластинку из твердого сплава ВК6 или ВК8.
Закаленный металл правится методом от обратного: удары нужно наносить не
по выпуклому, а по вогнутому участку заготовки: она начнет выпрямляться
вследствие того, что металл на вогнутой стороне будет растягиваться
(рис. 16).
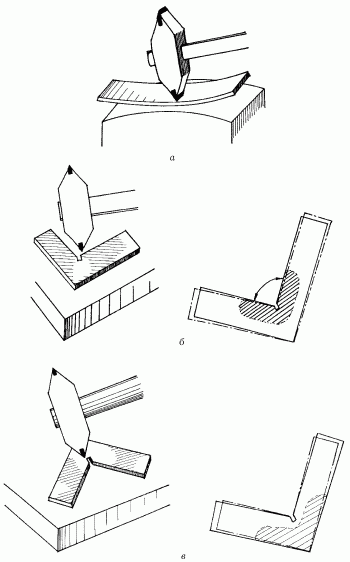
Рис. 16. Правка закаленного металла (рихтовка): а – полос; б, в – угольников.
Рихтовку удобнее производить не на плоской плите, а на специальной рихтовочной бабке, которая имеет выпуклую поверхность, перемещая по ней заготовку вверх и вниз.
Неразрешимой задачей неопытному слесарю представляется правка плоского угольника, у которого угол изменился и стал больше или меньше 90°. Такие угольники уже не годятся для контроля прямых углов, и, как правило, их выбрасывают. Между тем угольник из закаленного металла можно выпрямить. Если прямой угол уменьшился и составляет менее 90°, то удары молотком нужно наносить по плоскости угольника у вершины внутреннего угла. Если угол увеличился и превышает 90°, удары следует наносить у вершины внешнего угла.
После того как металл выправлен, можно приступать к его дальнейшей обработке.
Обработка металла
Обработка металла включает в себя достаточно большое число работ
различного вида, но каждая из них начинается с подготовки поверхности,
которую предстоит обрабатывать. Что значит обработать металлическую
деталь? Прежде всего проверить ее размеры и довести их до той стадии,
чтобы деталь прочно села на свое место.
Слесарь не только соединяет готовые детали, но и по мере необходимости
изготавливает их сам. Кроме того, он всегда должен быть готов поставить
лишнее крепежное соединение, знать, как выправить или притереть детали
друг к другу. Эти работы по своей сути универсальны, и выполнять их
приходится любому слесарю, независимо от его специализации, будь он хоть
слесарь-сантехник или слесарь по ремонту автомобилей.
Основной этап – очистка. Многие детали в механизмах, с которыми
приходится иметь дело слесарю, не сопрягаются поверхностями друг с
другом, поэтому они сильно подвержены коррозии. Чем чище поверхность
детали, тем она меньше будет ржаветь, да и необходимые размеры
выдерживать гораздо легче, работая с чистой, а не со ржавой или жирной
поверхностью.
Очистка заключается в удалении крупных слоев загрязнений – краски,
антикоррозионной смазки, окалины, ржавчины, песка и т. д. Это можно
делать обычным путем с применением всевозможных скребков и щеток. Перед
сборкой сложных механизмов лучше всего предварительно произвести обдувку
деталей, подлежащих сборке, особенно если они имеют пазы, отверстия,
глухие полости, в которых чаще всего скапливается пыль, грязь и
металлическая стружка. Если нет компрессора, для этой цели можно
использовать обыкновенный пылесос, надев на шланг насадку с узким
выходным отверстием.
Следующая после очистки операция при работе с металлом – мойка. Она
заключается в удалении небольших загрязнений и жировых пленок с помощью
моющих средств. Применяющиеся на производственных предприятиях способы
мойки в домашних условиях невозможно применить, слесари-умельцы
обходятся и без электрохимической, и без ультразвуковой мойки.
В качестве моющих жидкостей применяются чаще всего органические
растворители: бензин, керосин, спирт, уайт-спирит, смесь бензина со
спиртом. Если деталь загрязнена смолой или нитроэмалью, в процессе мойки
можно применить ацетон или смесь спирта с ацетоном. Можно применять
также водные растворы щелочей и синтетических поверхностно-активных
веществ. Следует помнить, что температура органических растворителей при
мойке не должна превышать 30 °C, а их водных растворов быть не выше
45–60 °C.
Если никаких специальных средств под рукой не оказалось, а требуется
удалить ржавчину с металлической поверхности, нужно смочить мягкие
стальные опилки машинным маслом и с помощью тампона из ветоши протирать
ржавую поверхность до металлического блеска. После чего останется только
удалить с нее остатки машинного масла.
Коррозия – это окисление металла. Чаще всего процесс коррозии металла
приводит к образованию ржавчины на стальных и чугунных поверхностях.
Происходит это под воздействием кислорода, входящего в состав воды и
воздуха. Возникает коррозия и от соприкосновения металлов с
электролитами – растворами кислот, солей и оснований. Значительно
усиливается она в районах с повышенной влажностью и очень низкой
температурой воздуха.
Коррозия ежегодно съедает до 10 % всех серных металлов. Для того чтобы
ее снизить, изобретают антикоррозийные сплавы и покрытия. Например, в
Англии разработан метод, который заключается в том, что поверхность
покрывается аскорбиновой кислотой, смешанной с молибденовым порошком.
Метод с успехом применяется многими английскими фирмами. В домашних
условиях он, пожалуй, недоступен, но чтобы очистить от ржавчины
поверхность и уберечь металл от дальнейшей коррозии, можно обойтись и
народными средствами.
Ржавчина вполне эффективно удаляется с металлической поверхности
шкуркой. Однако нужно сразу сказать, что зачистку поверхности шкуркой и
повторное полирование можно применять не всегда, так как точность
размеров детали при этом нарушается и внешний вид портится. Можно
избавиться от ржавчины на шлифованной или полированной поверхности, если
воспользоваться химическим способом удаления ржавчины.
Поверхность нужно сначала обезжирить (например, бензином) и просушить.
Затем приготовить раствор, в котором будет 20 % фосфорной кислоты
плотностью 1,7 г/см3и 80 % воды.
В раствор нужно добавить 8 % по массе хромового ангидрида и нагреть его
до температуры 60–65 °C.
В зависимости от степени коррозии необходимо опустить заржавленную
деталь в этот раствор на 10–15 минут. Затем вынуть деталь и
нейтрализовать дальнейшее действие раствора – промыть деталь в 5 %-ном
растворе кальцинированной соды при температуре 80 °C, а затем в чистой
горячей и холодной воде.
Поверхности вновь приобретут первозданный вид. Для предотвращения
дальнейшей коррозии обработанные таким способом поверхности нужно
законсервировать, покрыв их техническим вазелином.
содержание .. 9 10 11 12 13 14 15 16 17 18 19 20 ..