содержание .. 1 2 3 4 5 6 7 8 9 10 ..
Литье металлов в земляные формы и изготовление моделей
Литье в земляные формы выполняют следующим образом. По модели или
шаблону из формовочной земли изготавливают литейную форму, которую
заливают расплавленным металлом. При литье этим способом форму
используют один раз, так как при извлечении готовой отливки она
разрушается.
Формы выполняют из формовочной смеси, состоящей из песка и глины. Смесь
должна содержать 12-25 % глины. Перед формовкой ее слегка увлажняют и
хорошо перемешивают, чтобы была рыхлой и не имела комков. Качество смеси
при изготовлении можно определить так: горсть ее сжимают в руке, при
этом она должна сохранять форму, а при прикосновении разрушаться.
Формовочную смесь можно использовать многократно, однако для первого
слоя (облицовочного) толщиной 20-30 мм, которым покрывают модель,
желательно приготовлять новую.
Модели изготовляют деревянные, пластиковые, металлические, гипсовые и
др. Более доступным материалом для моделей является гипс и пластилин.
При необходимости восстановления разрушенной детали моделью может
служить сама деталь, которой придают первоначальный вид с помощью
пластилина, напайкой отсутствующих элементов или иным способом. Если
невозможно использовать в качестве модели оригинал, выполненный в
пластилине или воске, изготавливают гипсовую копию. Оригинал укладывают
на ровную поверхность лицевой стороной вверх, вокруг него устанавливают
обечайку из дерева или другого материала высотой несколько выше
оригинала. Затем внутреннюю поверхность смазывают мыльной пеной.
Гипс растворяют в большом количестве воды для получения массы,
напоминающей жидкую сметану. Далее приступают к оплеску, который
выполняют быстро, тщательно покрывая образец гипсом, лучше с помощью
кисти. После этого образец, покрытый первым слоем гипса, заливают им до
краев обечайки. Для замедления схватывания гипса в воду добавляют
раствор борной или уксусной кислоты (0,5-1,0 % объема воды). Для
ускорения схватывания в воду добавляют 3-4%-ный раствор поваренной соли.
Гипсовую форму сушат при температуре не выше 50 °С. обрабатывают в
контррельефе, заделывают раковины и наращивают рельеф. Далее приступают
к изготовлению модели. Для этого форму покрывают 5%-ным раствором
поташа, 3%-ным раствором кальцинированной соды или мыльной пеной.
Щелочной раствор служит разделительным слоем. Затем ее заливают гипсом,
который для упрочнения отливки разводят водой с добавлением 5-10 %
поливинилацетатной эмульсии (рис. 80).
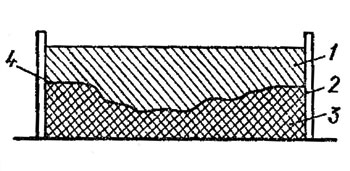
Рис. 80. Отливка гипсовой модели по форме: 1 - гипсовая модель; 2 - обечайка; 3 - форма; 4 - разделительный слой
После выполнения модели приступают к ее формовке в землю. Земляные формы изготовляют в опоке, представляющей собой ящик без дна и крышки (рис. 81). Опока придает земляной форме необходимую прочность при формовке, переноске и заливке металла. Обычно простую форму изготавливают в двух опоках, соединенных между собой с помощью стержней и втулок, строго фиксирующих их положение относительно одна другой.

Рис. 81. Конструкция деревянной опоки: 1 - корпус (дерево); 2 - ручка; 3 - металлические уголки, служащие для фиксации опок относительно одна другой
Выполненную из дерева или сваренную из металла опоку устанавливают на подмодельную доску, представляющую собой металлическую или деревянную плиту с гладкой лицевой поверхностью. В опоку укладывают модель. Чтобы формовочная смесь не прилипла к модели, ее посыпают графитом. Удобней всего это делать с помощью банки с графитом, горловина которой закрыта марлей. Затем через сито наносят слой облицовочной смеси. Когда модель будет полностью укрыта, опоку заполняют формовочной землей, которую укладывают слоями и уплотняют трамбовкой до полного наполнения опоки. Излишек земли удаляют линейкой или ровной планкой. После этого опоку с моделью переворачивают и на нее укладывают вторую опоку. В ней устанавливают модели литника и выпора - конусные бруски круглого или квадратного сечения. Затем опоку припудривают графитом, засыпают формовочной смесью и уплотняют. Далее снимают верхнюю опоку и из нее удаляют модели литника и выпора, а из нижней опоки - модель. Чтобы при извлечении модели края формы не осыпались, их можно укрепить, слегка увлажнив при помощи кисти смесью графита с водой. После извлечения модели из формы прорезают узкие каналы, соединяющие ее полость с литником и выпором. Через один или несколько каналов расплавленный металл будет поступать из литника в полость формы, а через другой будет вытесняться воздух. Затем опоки ставят опять одна на другую и заливают металл (рис. 82). Процесс формовки с нижним болваном изображен на рис. 83.
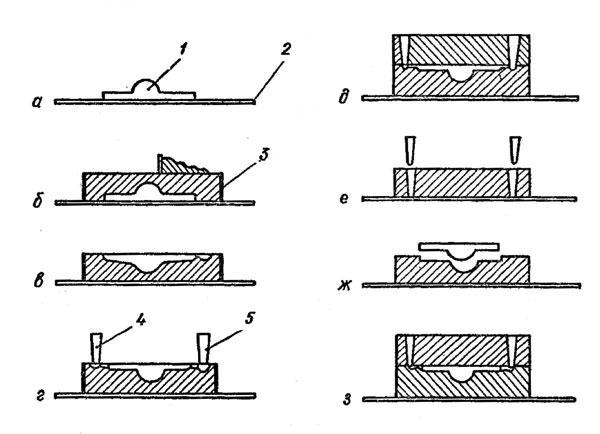
Рис. 82. Формовка неразъемной модели в опоку (а-з - последовательность выполнения): 1 - модель; 2 - под модельная плита; 3 - опока; 4 - выпор; 5 - литник
Если надо отлить объемную деталь, не имеющую плоскости прилегания к подмодельной плите, поступают следующим образом: пустую опоку, установленную на подмодельной плите, припудривают графитом и, утрамбовывая, заполняют формовочной землей. Затем ее переворачивают, верхний слой смеси рыхлят, на него укладывают модель и легкими ударами молотка осаживают до линии разъема.

Рис. 83. Формовка с нижним болваном (а-и – последовательность выполнения): 1 - модель; 2 - под модельная плита; 3 - литник; 4 - опока; 5 - формовочная смесь
Излишки уплотненной вокруг модели смеси до линии разъема удаляют ножом. Сверху устанавливают вторую опоку и также посыпают графитом. После установки моделей литников и выпора производят формовку (рис. 84).

Рис. 84. Формовка несложной объемной модели: а - осаживание модели; б - уплотнение формовочной смеси; в - собранная форма
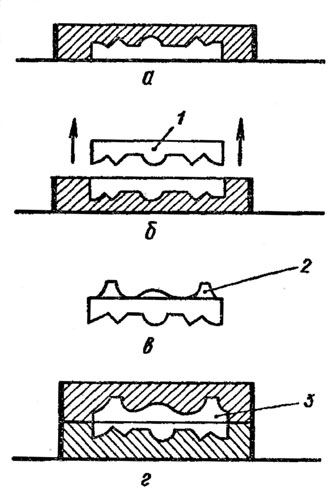
Рис. 85. Формовка с доращиванием модели (а-г - последовательность выполнения); 1 - модель; 2 – долепленные части модели; 3 – готовая форма
При выполнении оригинальных изделий применяют формовку с доращиванием модели. Для этого изготавливают половину модели по линии разъема, укладывают ее на подмодельную плиту и формуют в одну опоку. Потом модель аккуратно вынимают и пластилином доращивают остальную ее часть. Затем модель укладывают на свое место в опоку, а вторую доращенную часть формуют с помощью второй опоки обычным способом (рис. 85). После отливки изделие извлекают из формы, удаляют литники и производят дальнейшую его обработку.
содержание .. 1 2 3 4 5 6 7 8 9 10 ..