содержание .. 119 120 121 122 123 124 125 126 127 128 129 ..
65.
Процесс сборки мебели
Расчленение процесса сборки на операции и их последовательность зависят
от сложности конструкции изделий. Процесс общей сборки может быть
последовательно и параллельно расчлененным. При последовательно
расчлененной сборке (платяной шкаф, тумба под телевизор и т. п.) сначала
формируют корпус изделия, а к нему крепят другие сборочные единицы и
детали, а также вспомогательные элементы. При параллельно расчлененной
сборке детали и сборочные единицы собирают в отдельные группы независимо
одна от другой, а затем группы собирают в изделия (стол письменный
двухтумбовый и др.).
При последовательном и параллельном расчленении процесс общей сборки
можно разделить на 4 этапа: 1) формирование корпуса изделия (шкафа,
тумбы, дверной или оконной коробки и др.); 2) крепление к корпусу
неподвижно соединяемых с ним
узлов и деталей, которые придают изделию
устойчивость (задняя стенка, направляющие ходовые бруски и др.); 3)
крепление к корпусу подвижно соединяемых с ним частей (дверок, ящиков и
др.); 4) внешнее оформление изделия (крепление деталей декоративного
назначения и фурнитуры).
Эта последовательность может быть нарушена. Например, после формирования
корпуса к нему крепят подвижные части, а затем придают корпусу
устойчивость, прикрепляя неподвижно соединенные с ним узлы и детали.
Перестановка этапов сборки дает возможность установить двери в корпус
так, чтобы они свободно закрывались. При последующем креплении
неподвижных частей можно зафиксировать корпус в требуемом положении и
избежать при этом дополнительной подгонки дверок.
Корпус изделия собирают на шкантах и клею, а в разборных изделиях — на
шкантах и стяжках. Для плотного прилегания соединяющих элементов при
сборке корпуса его обжимают в ваймах (чаще пневматических). Одни ваймы
применяют только для обжима корпуса, предварительно собранного вручную
на рабочем месте, другие — для сборки корпуса непосредственно в них, без
предварительной проверки. В таких ваймах есть фиксатор и направляющие,
обеспечивающие точность попадания шипов в отверстия или гнезда
сопрягаемых элементов.
Большинство вайм используется не только для обжима корпуса изделия при
сборке, но и для крепления неподвижно соединенных с ним частей и
придания ему стойкости. Такие сборочные ваймы называют стапелями.
Изделие ставят в специальное приспособление (стапель), обеспечивающее
фиксацию и обжим. Применение стапельной сборки.облегчает выполнение
сборочных операций, повышает точность сборки и производительность труда.
Конвейерную сборку выполняют на последовательно размещенных
специализированных рабочих местах. Сборочным конвейером называют
транспортное устройство (ленточное, цепное и др.), которое служит для
перемещения деталей, сборочных единиц и изделий от одного рабочего места
к другому. Если конвейер только перемещает детали, он называется
транспортным, а если на нем выполняют технологические операции, его
называют рабочим или технологическим. Наиболее эффективно объединять
конвейерную сборку со сборкой на стапелях.
Все операции на конвейере должны выполняться синхронно. Промежуток
времени (равный или кратный), на протяжении которого обрабатываемая
деталь, сборочная единица или изделие приходит на конвейер,
обрабатывается и сходит с него, называется ритмом работы конвейера.
Величину ритма определяют по формуле R = T/N, где R — ритм, мин; Т —
время работы конвейера; N—число деталей, сборочных единиц или изделий,
выполненных за этот промежуток времени.
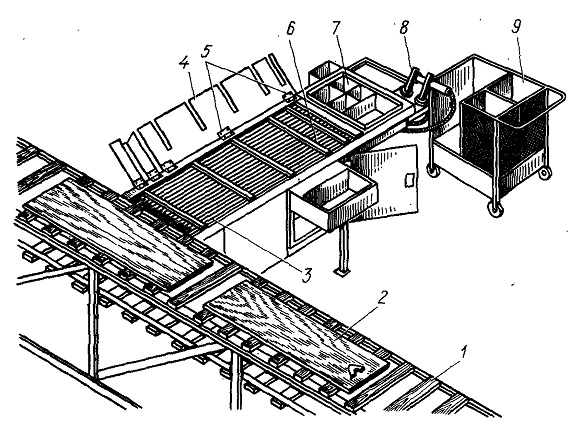
Рис. 207. Организация рабочего места установки
фурнитуры:
1 —конвейер; 2— изделие; 3 —рабочий стол; 4— шаблон, 5— петли; 6 —
мягкая прокладка; 7 — ящик для фурнитуры, шурупов; 8 — сверлильная
машина; 9 — тележка
Мебель может поставляться в сборочных единицах и
деталях без предварительной сборки. Точно изготовленные детали и
сборочные единицы в соответствии с технологическими картами
комплектуются и нумеруются одним номером, что особенно важно для
исключения разнотонности наружных поверхностей изделий после отделки.
Комплекты после проверки ОТК согласно спецификации упаковываются в
деревянную обрешетку. В сборочном цехе создают специальный участок
предварительной сборки для монтажа отдельных узлов, крепления фурнитуры
(рис. 207) и т. п. Отделанные поверхности прокладываются мягкой бумагой
или отходами фланели. Для проверки качества изготовления деталей 1—2 %
изделий подвергают контрольной сборке. В каждый пакет-обрешетку
вкладывается инструкция по сборке изделия.
Мебель, упакованная в разобранном виде, имеет меньший объем. Более чем в
3 раза увеличивается число изделий, загружаемых в вагой или автомашину.
Открывается возможность существенно увеличить выпуск мебели на тех же
площадях, освободив часть сборочного цеха, значительно сократить площадь
склада готовых изделий, уменьшить сборочные работы почти на 50 %, в 2
раза уменьшить количество транспорта для ее перевозки, на 40 % —
упаковочной бумаги, на 50 % — пиломатериалов.
Это осуществляют только на предприятиях, где для этого создана нормативная и материальная база, внедрена система взаимозаменяемости деталей и сборочных единиц, регламентированная ГОСТ 6449—82 «Изделия из древесины и древесных материалов. Допуски и посадки».
содержание .. 119 120 121 122 123 124 125 126 127 128 129 ..